










1 概述
典型塑料零件的连接方法有螺丝连接、搭扣、压装、胶水粘合和焊接。焊接是永久连接塑料零件的有效方法。塑料焊接工艺多种多样,有超声波焊接,旋转摩擦焊接,振动摩擦焊接,激光焊接,热气焊接,热板焊接和红外焊接等。
振动摩擦焊接非常适合于焊缝处在一个大平面、相容性热塑性材料的焊接,能够实现高强度、承压大和高密封的焊接性能,是一种非常精确和高重复性的连续生产过程。其过程类似于将两个手掌互相压紧、来回移动产生热量。
优点和限制条件:从材料方面
熔融料不暴露在空气中,因此没有氧化降解的风险。
对材料透明度、壁厚和焊接位置高度基本无要求,不像激光焊接或者超声波焊接受以上因素限制。
热量集中在焊缝位置,热影响区域小,因此过热导致材料退化可能性要小得多。
无法焊接低刚度模量热塑性塑料,如TPC。
熔点差异大的材料无法焊接。
工艺过程
经济,生产节拍快。
设备相对简单。
适合大规模生产。
通过换模,可以生产多种产品。
在焊接过程中几乎没有烟雾。
产品在焊接过程中会受到振动,敏感零部件可能被损坏。
因为焊接压力和横向力较大,所以不适合焊接尺寸较小的产品。
外观及形状要求
焊接后焊缝周边有溢料,如果溢料不可接受,可以设计挡料槽避免溢料可见。
焊接过程中会产生粉尘颗粒,影响零件内部清洁度。
零件的翘曲可能会影响焊接效果。
非常适合焊缝区域几乎平坦的零件。如果是曲面焊接,要求沿着振动方向,角度应小于15°;沿着与振动垂直方向,角度应小于40°。

空气导管
2 振动摩擦焊接工艺
2.1 基本原理两个塑料部件在一定的压力、振幅和频率下,相互接触摩擦。因摩擦产生热量,使得材料在焊缝界面处熔化。在压力下,熔融塑料从焊缝区域流出形成溢料,见图1。在振动停止后,熔融塑料层固化,并产生一个坚固的接头。
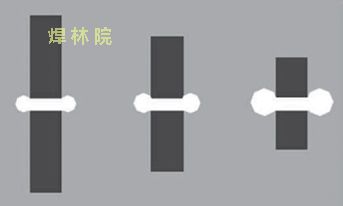
图1 焊接过程示意图。
振动摩擦焊接过程可分为四个不同的阶段,分别是固体摩擦阶段、固液相变阶段、稳态流动阶段和冷却阶段,见图2。
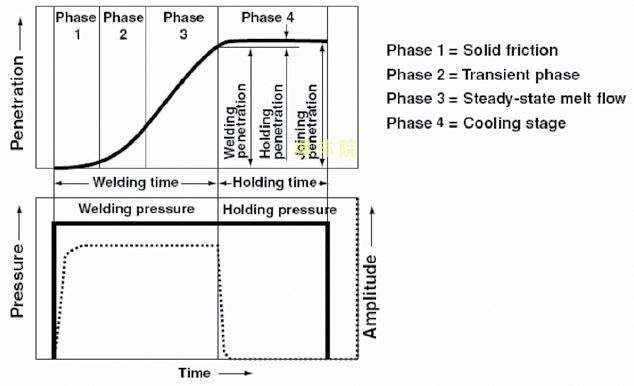
图2 振动摩擦焊接的4个阶段
在固体摩擦阶段,两个零件表面相互摩擦产生热量。材料表层被加热达到熔点。热量产生的快慢取决于材料摩擦性能和焊接参数(频率、振幅和压力)。
在固液相变阶段,此时材料的加热方式由表面摩擦生热,转变为熔融状态下的层与层之间的剪应力加热。此时,熔融层厚度不断增大。但随着熔融层深度加大,加热能力逐渐减少。
在稳态熔体流动阶段,熔融速率等于向外流动速率(稳态)。只要达到这一阶段,熔融层的厚度就会变得恒定。直到达到设定的焊接深度,振动停止。
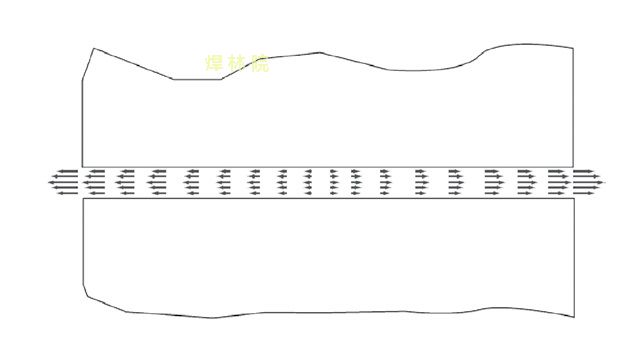
图3 焊缝区域熔体流动剖面示意图
图3显示了焊接区域熔体流动速率分布曲线。在中心流动速率最大,边缘流动速率最小。流动速率在厚度上呈现抛物线分布特点。
在振动停止后,熔体冷却并开始凝固,进入冷却阶段。焊缝在静态压力下凝固,从而使零件永久地结合在一起。
为了保证整个焊接区域均匀加热,从而保证均匀的焊接性能。应注意在整个焊接过程中,上下零件在焊缝区域要充分接触。充分接触可以通过改善零件尺寸精度、结构优化和治具设计来保证。
2,2工艺参数
振动摩擦焊接通常用于大型零件焊接。对于较小的零件,可以实现一次多件(2-4件),实现更经济快速的焊接。下图的进气歧管是典型的振动摩擦焊接案例。

图4进气歧管
振动摩擦焊接最重要的工艺参数是频率,振幅,压力,时间和焊接深度。优化焊接参数,可实现非常高的焊接强度。不过,焊接参数的设置取决于材料种类、几何形状和清洁度等要求。
频率振动摩擦焊有两种工作频率,一种是高频振动模式200-240Hz,另一中是低频振动模式80-120Hz。选择哪一种频率取决于上模具重量和高度。频率对焊缝质量无显著影响。
振幅对于高频工作模式(如240Hz),输出振幅(峰值到峰值)0.5-1.8mm。对于低频工作模式(如100Hz),输出振幅2-4mm,见图5。通常,当零件之间的间隙限制在小于1.5mm时,使用高频振动。振幅越大,焊接时间越短,不过清洁度会变差。
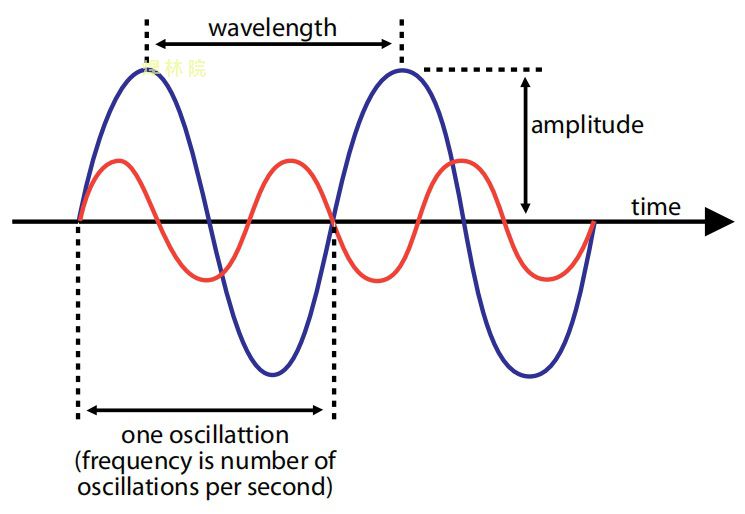
图5 振幅和频率曲线(蓝色代表高幅低频,红色代表低幅高频)
焊接压力
可调整范围区间大,从0.5到20 MPa。常用范围0.5-2.0 MPa。较高压力能减少焊接时间。
值得注意的是,焊缝压力过大,会导致大量熔体流出焊缝区域,熔体层下方的了冷态塑料进行粘接形成冷焊缝,大大减少焊接强度。
一般来说,焊缝强度对振动频率和振幅不是非常敏感。对于含有玻璃纤维的材料,应尽可能限制或减少熔体流动。因为熔体的横向流动,会导致玻纤排布方向发生改变,减少焊缝的焊接强度。高粘度材料能承受较高的焊接压力。但较高的压力会增加第一阶段(固态摩擦阶段)的粉尘数量。
焊接时间振动摩擦焊接过程有两种控制方式:时间控制和深度控制。一般常用焊接深度控制方式。
焊接深度决定焊缝强度最重要的因素是焊接深度。当焊接深度超过一个临界阀值,即达到第三阶段(稳态流动阶段)的最小深度,焊接强度就能够达到母体材料强度。
当焊接深度小于这个临界阀值时,焊接强度减少。焊接深度大于这个临界阀值时,对于同种塑料之间的焊接,不会增大焊接强度。对于不同塑料之间的焊接,却可以增大焊接强度。
只要达到这个临界阀值,焊接强度对焊接频率和振幅大小不敏感。当处于恒定阀值(高于临界阀值)时,压力增大,焊接强度降低。
上述的建议可以作为参数设置的起点。精确的参数设定还与材料种类、几何形状、强度要求、密封要求和清洁度要求相关。
下面是典型的参数设定:
焊接压力:1.4MPa(200psi)
频率:240Hz
振幅:1.8mm
焊缝深度:1.5mm
时间:3.5s
保压时间:0.5倍的焊接时间





微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
