










焊前准备:
1.试件:125mm×300mm钢板两块,厚度为6mm,材料为Q235-A普通钢。
2.设备:焊机一台;水冷式焊枪。
3.焊接材料填充焊丝ER50-4 (TIG-J50),直径为2.0mm;电极为铈钨极,直径为2.5mm。
4.辅助工具角向磨光机、錾子、钢丝刷和焊缝量尺。
装配:
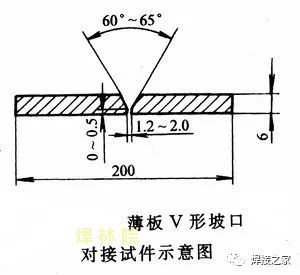
按照上图所示加工试件坡口,清除焊丝和试件坡口表面及其正背两侧20mm范围内的油、水、锈 等污物,试件坡口表面及其正背两侧20mm范围还需打磨至露出金属光泽,然后再用丙酮进行清洗。
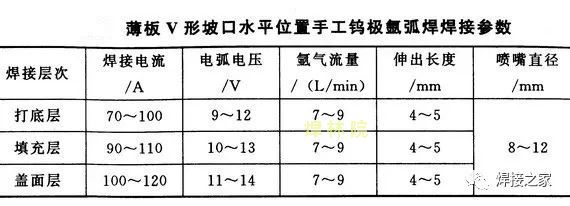
根部间隙为1.2~2.0mm,反变形角度为3°,对接边缘偏差≤0.6mm。按下表中打底层的焊接参数在试件背面两端进行定位焊接,定位焊缝长度为10~15mm。
焊接操作:
将装配好的试件让其间隙大的一端处于左侧,按上表中打底焊的焊接参数调节好设备,在试件的右端开始引弧。引弧用较长的电弧(弧长约为4~7mm),使坡口处预热4~5s,当定位焊缝左端形成熔池,并出现熔孔后开始送丝。焊丝、焊枪与焊件的角度如下图所示。

焊接打底层时,采用较小的焊枪倾角和较小的焊接电流,而焊接速度和送丝速度较快,以免使焊缝下凹和烧穿,焊丝送入要均匀,焊枪移动要平稳,速度要一致,焊接时要密切注意焊接熔池的变化,随时调节有关参数,保证背面焊缝良好成形。当熔池增大焊缝变宽并出现下凹时,说明熔池温度过高,应减小焊枪与焊件夹角,加快焊接速度;当熔池减小时说明熔池温度较低,应增加焊枪与焊件的倾角,减慢焊接速度。
当更换焊丝时,松开焊枪上的按钮开关,停止送丝,借助焊机的焊接电流衰减熄弧,但焊枪仍须对准熔池进行保护,待其冷却后才能移开焊枪。然后检?私油反?弧坑质量,若有缺陷时,则须将缺陷磨掉,并使其前端成斜面,然后在弧坑右侧15~20mm 处引弧,并慢慢向左移动,待弧坑处开始熔化并形成熔池和熔孔后,开始送进焊丝进行正常焊接。
当焊至试件左端时,应减小焊枪与焊件夹角,使热量集中在焊丝上,加大焊丝熔化量,以填满弧坑,松开焊枪按钮,借助焊机的焊接电流衰减熄弧。
按表中填充层的焊接参数,调节好设备进行填充层的焊接,其操作与焊打底层相同。焊接时焊枪可做圆弧之字形的横向摆动,并在坡口两侧稍做停留。在试件右端开始焊接,注意熔池两侧熔合情况,保证焊道表面平整并且稍下凹,填充层的焊道焊完后应比焊件表面低1.0~1.5mm,以免坡口边缘熔化,导致盖面层产生咬边或焊偏现象。焊完后须清理干净焊道表面。
按表盖面层的焊接参数调节好设备,在试件右端开始焊接,操作与填充层相同。焊枪摆动幅度应超过坡口边缘1~1.5mm,须尽可能保持焊接速度均匀,熄弧时须填满弧坑。
焊后清理及检验:焊接结束后,关闭设备,用钢丝刷清理焊缝表面;目测或用放大镜观察焊缝表面是否有气孔、裂纹、咬边等缺陷;用焊缝量尺测量焊缝外观成形尺寸。上述工作完成后进行无损检测和力学性能检验。




微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
