










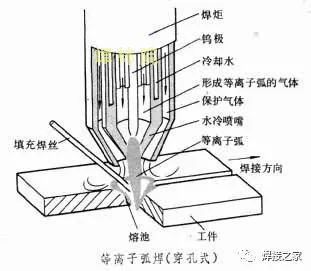
等离子弧焊,是指利用等离子弧高能量密度束流作为焊接热源的熔焊方法。
等离子弧焊接具有能量集中、生产率高、焊接速度快、应力变形小、电孤稳定且适宜焊接薄板和箱材等特点,特别适合于各种难熔、易氧化及热敏感性强的金属材料(如钨、钼、铜、镍、钛等) 的焊接。
等离子弧焊的应用
可用钨极氩弧焊焊接的金属,比如不锈钢、铝及铝合金、钛及钛合金、镍、铜、蒙耐尔合金等,均可用等离子弧焊焊接。这种焊接方法可用于航天、航空、核能、电子、造船及其它工业部门中
由于等离子电弧具有较高的能量密度、温度及刚直性,因此与一般电弧焊相比,等离子电弧具有下列优点:
1)熔透能力强,在不开坡口、不加填充焊丝的情况下可一次焊透8~10mm厚的不锈钢板;
2)焊缝质量对弧长的变化不敏感,这是由于电弧的形态接近圆柱形,且挺直度好,弧长变化加热斑点面积的影响很小易获得均匀的焊缝形状;
3)钨极缩在水冷铜喷嘴内部,不会与工件接触,因此可避免焊缝金属产生夹现象;
4)等离子电弧的电离度较高,电流较小时仍很稳定,可焊接微型精密零件。
A
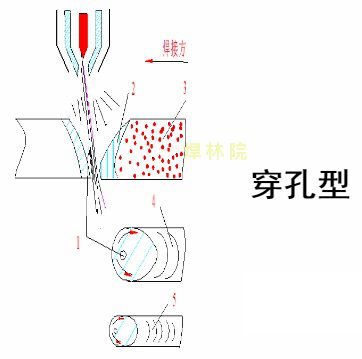
穿孔型等离子弧焊
采用较大的焊接电流及等离子流,使等离子弧具有较大的能量量密度及等离子流力。
工件完全熔透并在等离子流力的作用下形成一个贯穿工件的小孔,而熔化金属被排挤在小孔周围。随着等离子弧在焊接方向移动,熔化金属沿电弧周围熔池壁向熔池后方移动并结晶成焊缝,而小孔随着等离子弧向前移动。
适用于单面焊双面成形,并且也只能进行单面焊双面成形。焊接较薄的工件时,可不开坡口、不加垫板、不加填充金属,一次实现双面成形。
小孔的产生依赖于等离子弧的能量密度,板厚越大,要求的能量密度越大,对于厚度更大的板材,穿孔型等离子弧焊只能进行第一道焊缝的焊接。
穿孔型等离子弧焊接所适用的厚度

等离子弧切割
切割原理
熔吹原理:等离子弧将工件完全熔透,利用高速等离子流的机械冲刷力将熔化的金属或非金属吹除,形成狭窄的切口。
气割:利用燃烧+吹除
等离子弧切割优点:
1、可切割任何金属:钢、铝、钨、铜、钛、钼等
可切割非金属:如花岗石、耐火砖、混凝土等
2、切割速度快、生产率高
3、切口质量好:光洁、HAZ小、变形小、切口接近于垂直
缺点:设备负载,空载电压高
工艺参数
1、空载电压:不但影响引弧性能,还影响电弧的挺度,空载电源高,电弧挺度大,冲刷力大。切割速度和厚度大。
2、电弧电流及电压
电弧电流及电压增大,切割厚度及切割速度均可增大,电压的效果更明显。电流增大,易产生双弧。而且切口变大。
切割电压依靠提高气体流量和成分来提高,后者更显著。电压不得高于空载电压的2/3.
3、切割速度
在保证切透的情况下,尽量提高速度,不但提高了生产率,还减小的变形及热影响区,速度慢时,生产率低,易于产生熔瘤变形及热影响区大。
4、喷嘴离工件的距离
一般取8- 10uμ。增大时,虽然电弧功率增大,但是由于电弧散失的热量大,电弧热效率降低,吹力减小,易于产生熔瘤。易于产生双弧。过低,则易于堵塞喷嘴。



微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
