










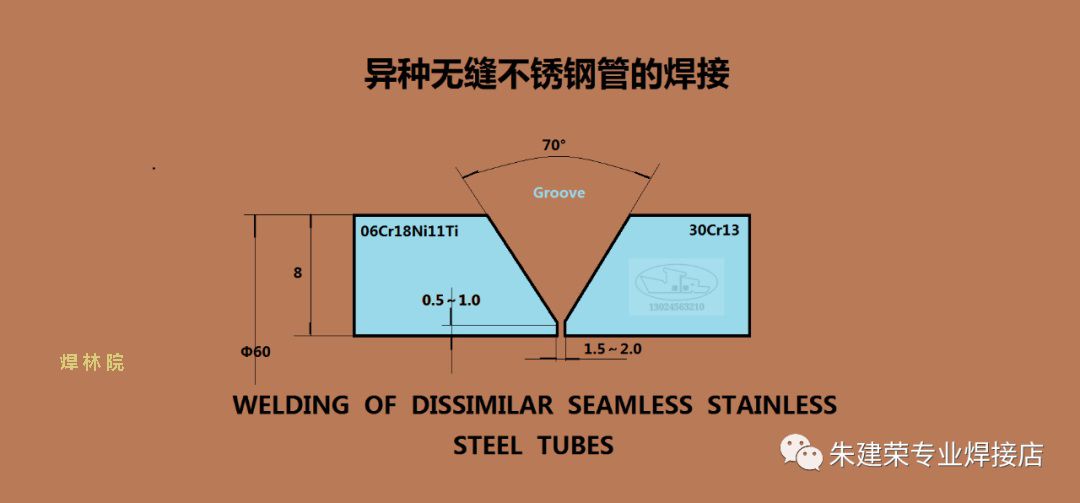
现有不同材质的高压不锈钢管需要焊接,规格为Φ60mm×8mm,其焊接的工艺如下:
1.焊接性分析
通过这两种材料的Cr当量和Ni当量计算(见图1)。可以知道,这两种材料的组织和焊缝金属的金相组织:30Cr13组织为奥氏体(A)+马氏体(M);06Cr18Ni11Ti组织为体积分数为0~5%的铁素体(F)的奥氏体组织;若不加填充金属,焊缝金属组织为A+M。众所周知,马氏体组织是一个又硬又脆的组织,在焊接接头上易形成裂纹。A307焊条的熔敷金属,铬和镍的当量均很高(见图1),当熔合比在30%-40%时,所焊的焊缝金属可获得A+F组织。可见,选用A307牌号焊条进行这两种金属焊接是可行的。

2.焊前准备
焊接坡口形式如下图所示。待焊处要清理干净。
高压管的工作介质是高压水,以防止裂纹为主要矛盾,对防止晶间腐蚀则为次要目的,对30C13钢管进行预热到250-350℃,立即进行定位焊和正式焊。管子进行水平转动焊接。
3.操作工艺
采用直流反极性电源进行焊接。第一层焊缝采用灭弧焊法,达到单面焊双面成形,焊条直径为3.2mm,焊接电流90A;焊接第二、三层焊缝时,层间温度不大于400℃,焊接电流为100-150A,焊缝余高控制在1-2m。焊后加热至850℃,用玻璃纤维绵或矿物绵保温、缓冷。焊缝经外观检查和X光射线检测符合设计图样的规定后,方可用于生产。


微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
