










焊接材料使用前复检是很多用户的必要流程,目的是确定焊材质量是否合格,从而确保焊接质量的稳定性。但从很多用户的咨询情况来看,大家对焊接材料的复检方法及内容都比较关注,所以从今天开始我们将持续更新各类常规焊接材料的复检方法,供大家参考。
药芯焊丝类产品焊接试片的制备方法
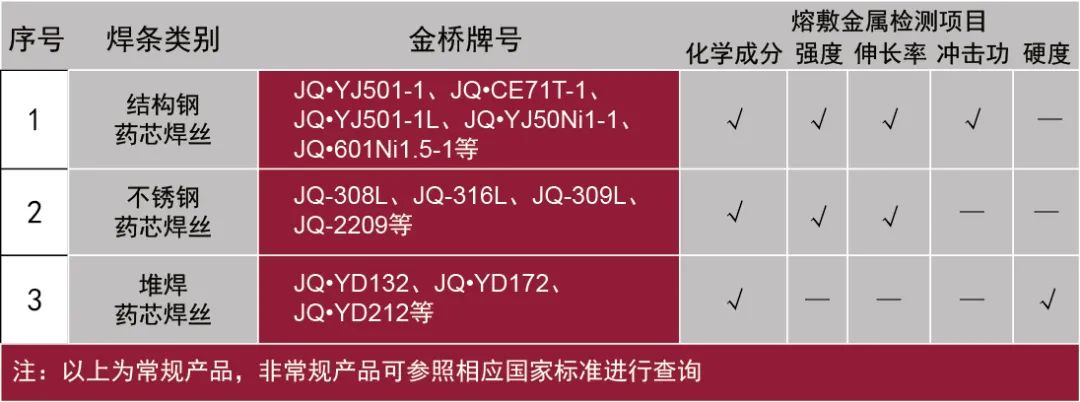
1.药芯焊丝类产品检测项目
药芯焊丝常规产品熔敷金属检测项目如下:
2.试件的制备
由于产品类别较多,本次以GB/T 10045-2018《非合金钢及细晶粒钢药芯焊丝》标准中规定的制备方法为例,为大家讲解药芯焊丝类产品制备熔敷金属试样的方法。
2.1化学成分检测
2.1.1标准方法:
熔敷金属化学分析试样应按GB/T 25777规定制备,也可在力学性能试件上或拉断后的拉棒上制取。
母材应采用化学成分与熔敷金属化学成分相当的母材,或是采用碳含量不超过0.2%的碳锰焊接结构钢。
堆焊熔敷金属的母材表面应采用打磨或其他方法,去除铁锈、氧化皮、油污等缺陷,以保证清洁,母材尺寸见表1。


采用的焊接条件如电流、电压、焊接速度等,应按相关产品标准规定。如果相关产品标准中未规定焊接条件,应采用制造商推荐的最大电流的 70%~90%进行焊接。电流规范可参照药芯焊丝的外包装。
熔敷金属化学分析试样的制备可按图1示例的任一种形式进行。每一道焊后,试样允许在水中冷却约 30 s,表面干燥后进行下一道焊接。每道焊后应清渣,每层焊接应交替焊接方向进行。堆焊尺寸可参照表2,图2、图3为堆焊完成的试片,堆焊高度约为15mm。
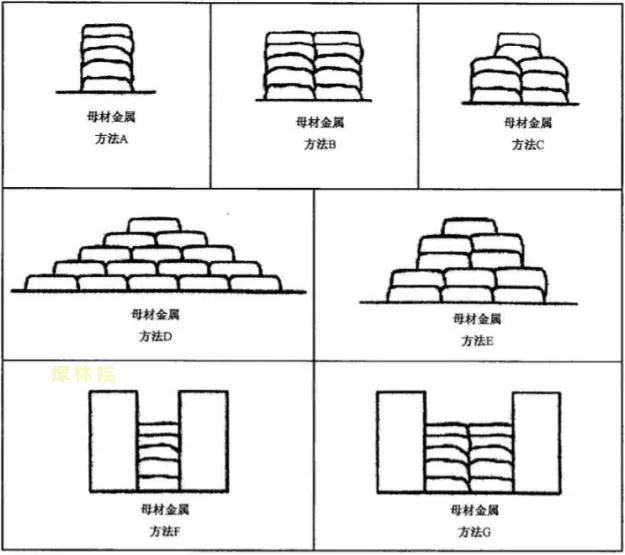
图1

图2


图3
堆焊完成后,熔敷金属化学分析取样部位表面的氧化物应采用机械或打磨的方法去除。试样制备应采用铣床、刨床或钻床,不能使用气割方法。取样位置应按相关焊接材料产品标准规定,如果产品标准没有规定,则应取自堆焊金属的第五层或五层以上,不允许在起弧和收弧处取样。图4为处理完的样件。

图4
2.1.2错误方法:
(1)采用直读光谱仪直接检测焊丝。熔敷金属的成分中包含钢带和药粉两部分过渡的成分,所以用直读光谱仪直接检测焊丝是不准确的。
(2)只堆焊1-2层就进行取样检测。堆焊层数过少,熔敷金属化学成分会受到母材的影响,这样同样会造成检测结果不准确。
2.2熔敷金属力学性能试件制备
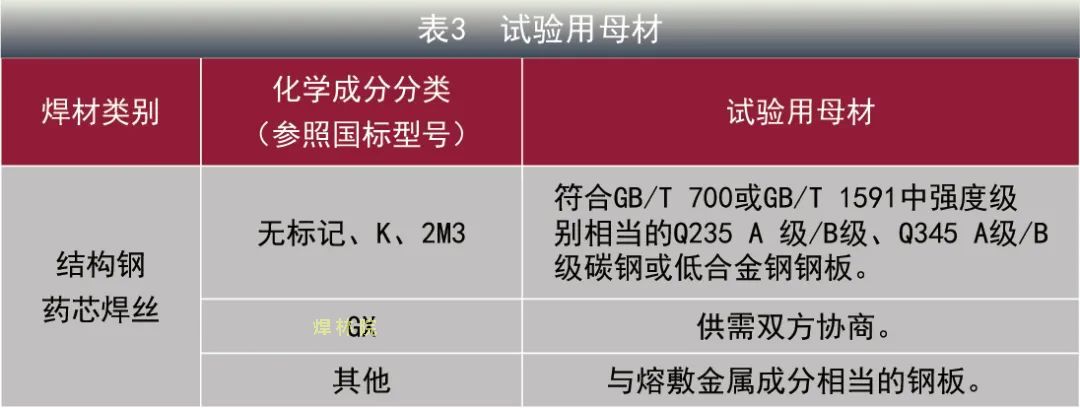
力学性能试验用母材采用表3规定的试板。若采用其他母材,应采用试验焊材在坡口面和垫板面至少焊接三层隔离层,隔离层的厚度加工后不小于3 mm。
单道焊焊接接头拉伸试验用母材应采用与其接头抗拉强度相当的钢板。
多道焊熔敷金属力学性能试件按GB/T 25774.1进行制备,推荐试板尺寸350*150*20mm,试板单边坡口角度10°,垫片推荐尺寸350*30*10mm(垫片长度不可小于试板长度)。
坡口处及垫片处需打磨出金属光泽,道间温度测量点需距离焊缝中心25mm处,且需打磨出金属光泽。打磨完成后进行组对,预留反变形,并点焊固定。试片样式见下图。
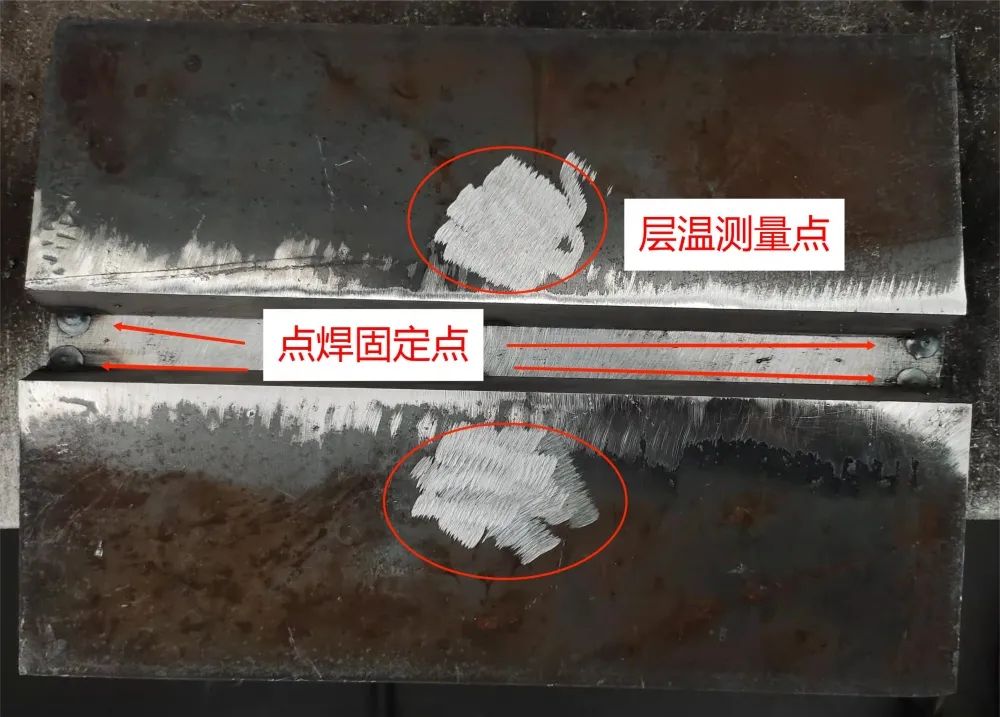
图5 试片正面
图6 试片背面
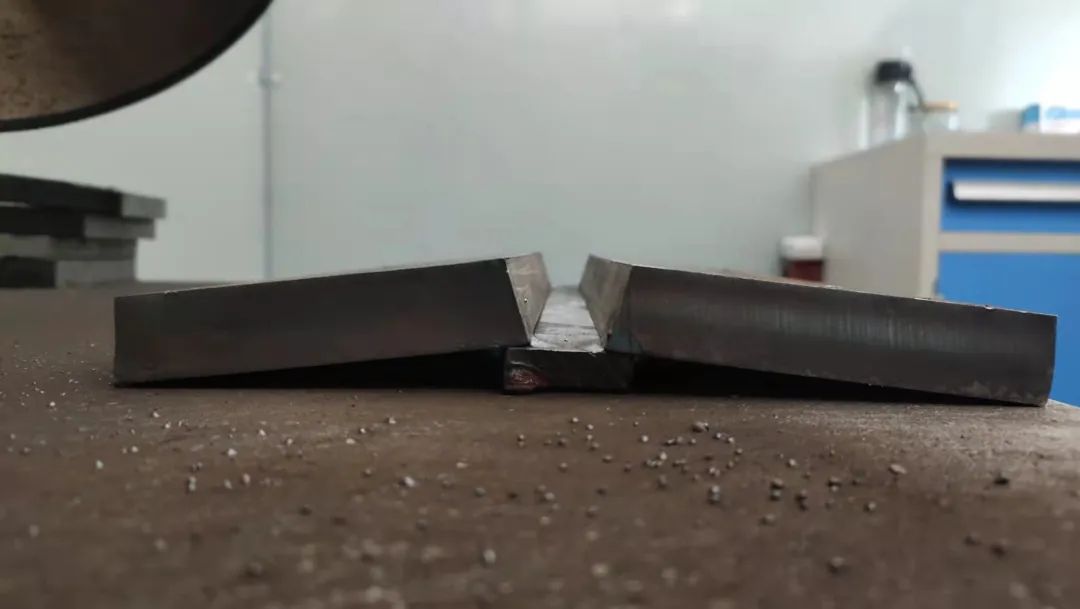
图7 试片侧面
力学性能试验采用φ1.2mm的药芯焊丝,电流参数由制造商推荐。试件制备的焊接热输入、道数和层数应按照表4的要求。

试板定位焊后.启焊时试板温度应达到规定的预热温度,并在焊接过程中保持道间温度,见表5。试板温度超过时,应自然冷却。按照GB/T 18591用表面温度计、测温笔或热电偶测量预热温度和道间温度。

试件要求焊后热处理时,应在拉伸试样和冲击试样加工之前进行。试件放入炉内时,炉温不得高于315℃,自315℃始,以不大于220℃/h的速率加热到620C±15 ℃,保温60 min~75 min。达到保温时间后,以不大于195℃/h的速率随炉冷却至315℃以下时,允许从炉中取出,自然冷却至室温。也可根据供需双方协定,采用其他热处理规范。

图8 焊接完成的试片(正面)

图9 焊接完成的试片(侧面)
2.3力学性能检测试样
2.3.1取样示意图
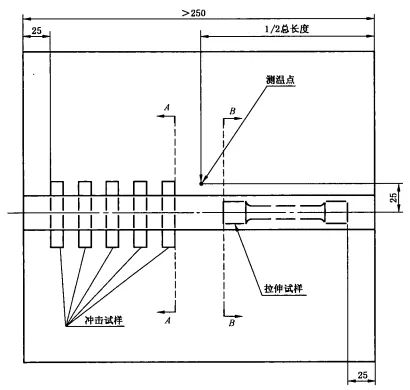
图10力学性能试样取样位置(mm)
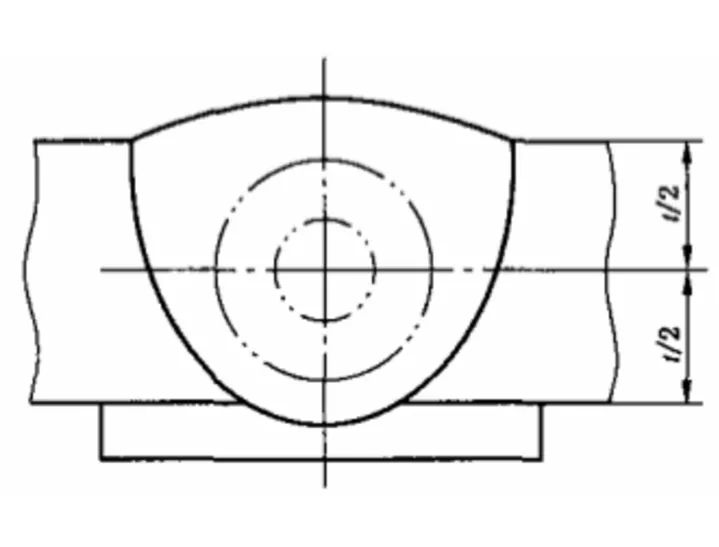
图11拉伸试样取样位置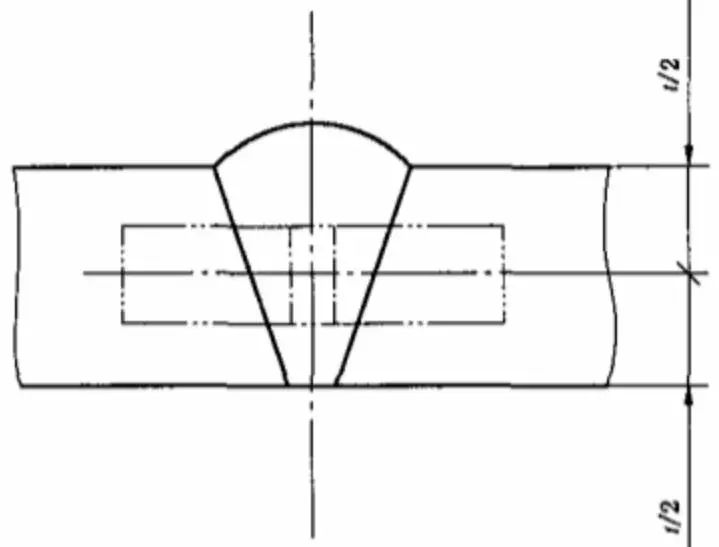
图12冲击试样取样位置
2.3.2熔敷金属拉伸试样示意图
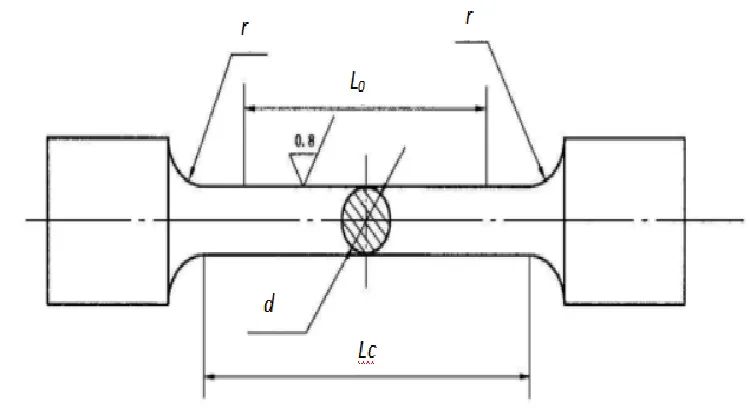
L0----原始标距 Lc---平行长度 d---拉棒直径 r---过渡弧的半径
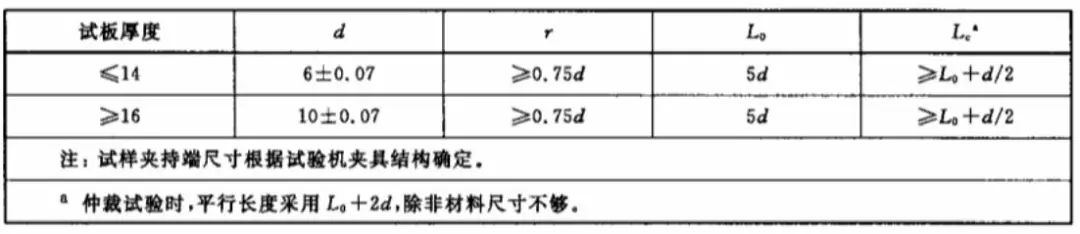
表6熔敷金属拉伸试样尺寸(mm)
2.3.2熔敷金属冲击试样示意图
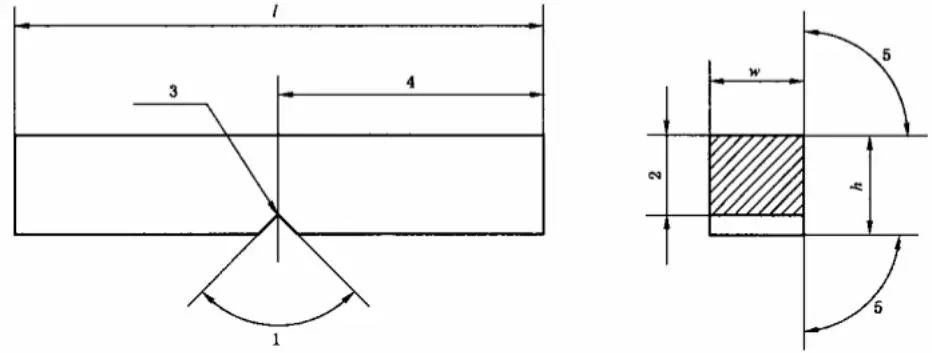
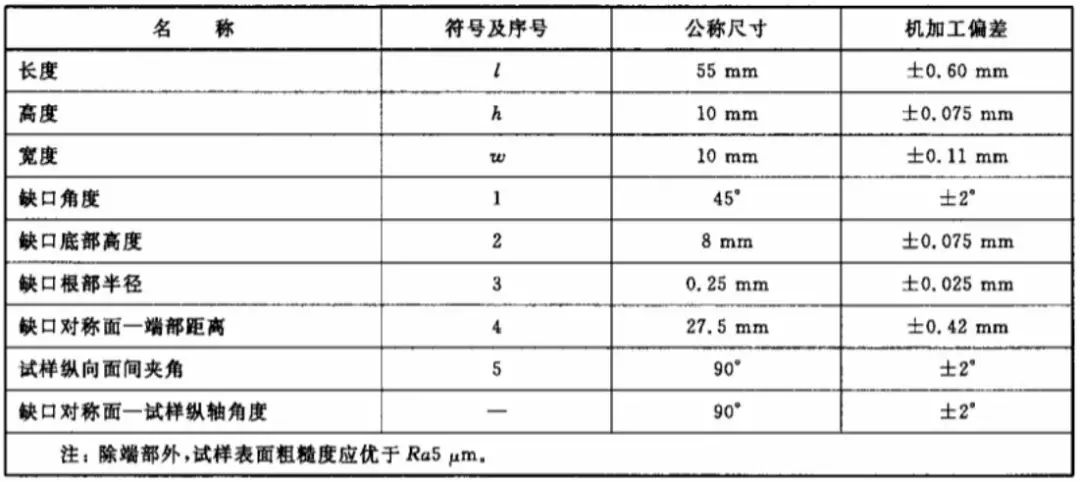
表7冲击试样尺寸及偏差
以上为执行GB/T 10045-2018《非合金钢及细晶粒钢药芯焊丝》标准的产品的复检方法,希望能为您提供帮助,再次感谢您对我公司产品的大力支持!
本文引用标准:
GB/T 10045-2018《非合金钢及细晶粒钢药芯焊丝》
GB/T 17493-2018《热强钢药芯焊丝》
GB/T 17853-2018《不锈钢药芯焊丝》
GB/T 36233-2018《高强钢药芯焊丝》
GB/T 39255-2020《焊接与切割用保护气体》
GB/T 25774.1《焊接材料的检验 第1部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检验》



微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
