










安全行驶起着极其重要的作用
你知道吗?在汽车上有一座“桥”,它对。车轮滚滚,带着我们驶向目标,而连接车轮,支撑整个汽车载荷,维持汽车在道路上正常行驶的,就是这座特殊的桥。
选择制造它的焊接工艺方面
要和安装在两端的车轮一起,支撑起整辆车的载荷, “车桥”肩上的担子可不轻。因此在,当然不可掉以轻心。
五大焊接挑战
强度、刚度和韧性
不但要承重和传力,还要承受由动载荷和静载荷所引起的较大弯矩和扭矩,这些都对车轮车桥的提出了极高的要求,其自然也不允许有丝毫偏差。目前行业内对焊接生产的五大普遍追求,在车轮车桥焊接中都被视为缺一不可的必须,它们是:
01
一致的焊道成型
取决于焊接工艺裕量和焊接上游过程控制,要求焊接电弧和熔滴过渡稳定,熔池稳定且填充量一致
02
高焊接生产效率
其包括高焊接熔敷效率、高焊接速度和低填充量。
03
低附加工序成本
附加工序主要有,坡口加工、坡口清理、飞溅清理、补焊。
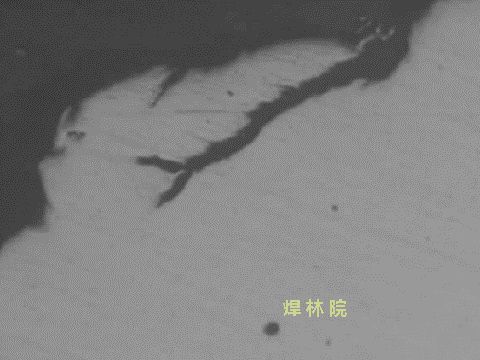
飞溅导致的疲劳裂缝

油污、铁锈导致的气孔
04
尽量少焊接缺欠
避免气孔、咬边、大颗粒飞溅和因为焊偏造成的熔深不足等焊接缺欠
气孔
咬边

大颗粒飞溅
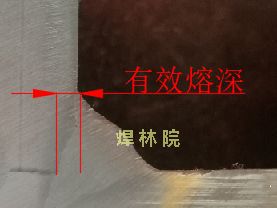
焊偏(熔深不足)
05
较低的焊接形变
不当的焊接热输入、和焊接顺序都会导致焊接形变。另外采用单丝气保焊,多道焊将导致大量的热输入积累,焊接变形更大。
四大焊接工艺
挑战车轮车桥的焊接极限
高效率高质量低成本
面对以上车轮车桥焊接面对的挑战,林肯电气推出四大先进工艺,全方位协助车轮车桥制造商完成焊接任务,为人们的新年出行保驾护航。
取代传统的单丝焊接工艺
近年来,伴随焊接母材种类的激增,使用条件的多样化趋势,焊接质量的要求越来越高,在此背景下诞生的双丝焊接工艺具有焊接速度高、焊丝熔敷率高、焊缝质量好等优点,正在多个行业中。
他们各自有什么特色呢?
在林肯电气针对车轮车桥焊接推出的四种焊接工艺中,就包括三种各具特性的双丝焊接工艺和一种高性能金属粉芯焊丝。以下便来为您揭晓:
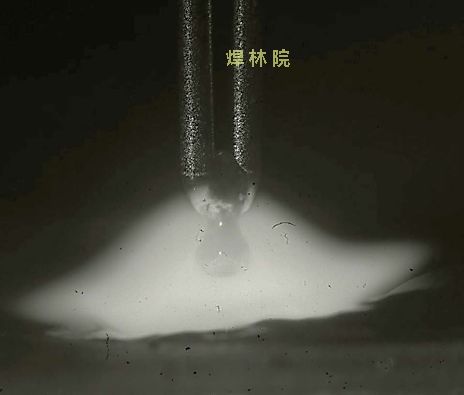
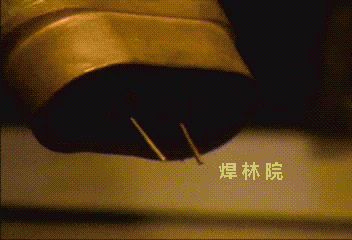
Hyperfill™ 双丝焊
大焊角、高熔敷率的焊接工艺
HyperFill™工艺是在两根焊丝之间产生 “液态小桥”,形成单一电弧和单一的熔滴过渡到熔池中,实现。可应用于半自动或自动焊接,适用于平焊和横焊位置。
Hyperfill™的优势:
①高熔敷率
②良好的熔深轮廓,较低的焊接缺欠
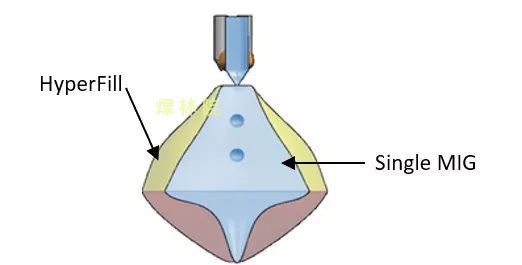
③ 熔池更易控制
Tandem双丝焊
共用一个熔池实现高效率的焊接工艺
Tandem MIG 是由两根相互绝缘保持一定间距的焊丝(被定义为Lead主弧和Trail从弧)。主弧控制熔深,从弧控制成形。无论是车轮还是车桥焊接,Tandem 双丝焊接都是不错的选择。
Tandem MIG 焊枪

焊件和现场设备

Tandem优势
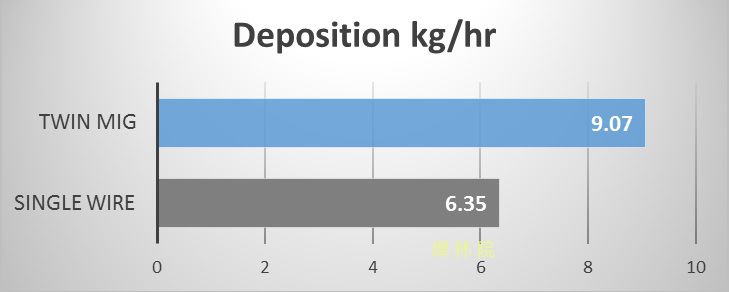
① 高熔敷率,相对单丝焊,提升效率80%
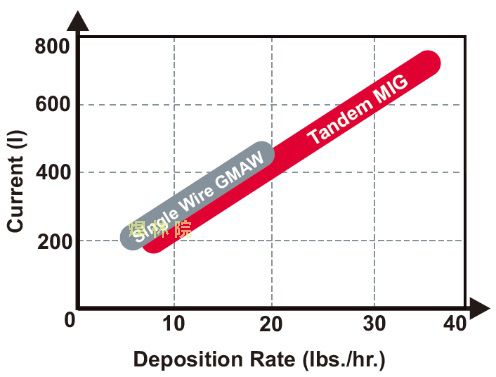
② 高焊接速度,提升焊接速度2倍

③ 搭桥能力强,对搭接和对接的间隙容忍能力强,一致的焊道成形
④ 低焊接变形
对于多道焊接,减少焊道数量,减少热量积累;对于单道焊,焊接速度快,热输入低。
3H™双丝焊
更稳定复合的新型双丝气保焊工艺
3H™ 是一种利用潜弧和明弧的电弧特征实现。该工艺可以实现高熔敷率、高焊接速度、高熔深焊接,所以称之为3H™工艺。其本质是一种特殊的Tandem双丝气保焊工艺。
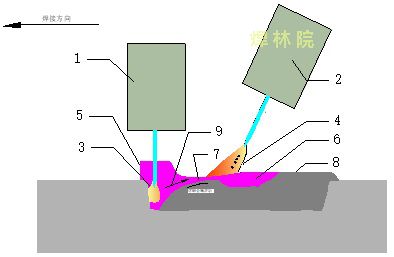
1.主焊枪,2.从焊枪,3.潜弧过渡,4.喷射过渡,5.潜弧熔池,6.从弧熔池,7.液桥,8.焊缝,9.潜弧熔池流向
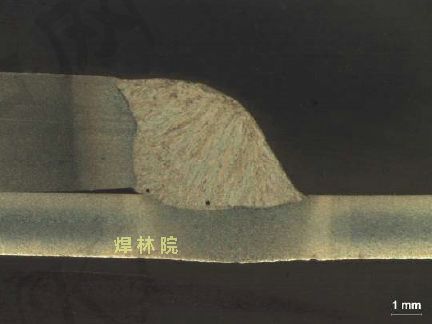
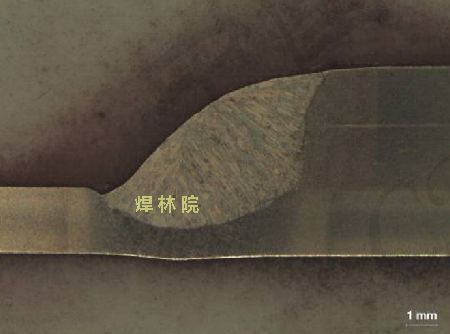
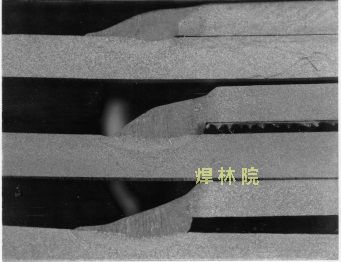
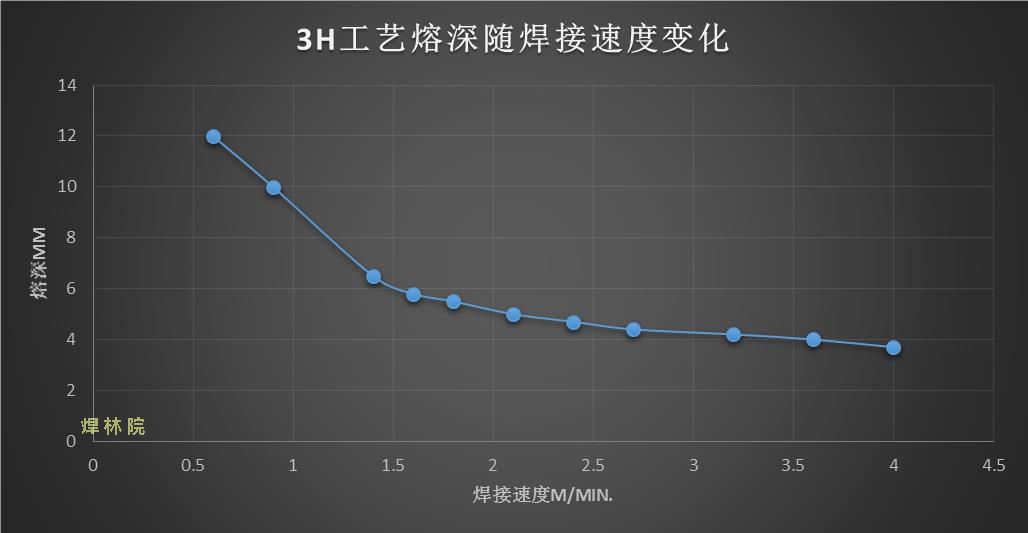
极大的熔深
采用3H™工艺可获得。在大电弧穿透力下,15mm以下板厚桥壳拼接可不开坡口或开小坡口,不仅提升生产效率,还能节约附加工序成本,帮助企业显著提高经济效益。
金属粉芯焊丝
(Metal Cored Wire)
高熔敷率、高焊接速度、优秀流动性等特点
金属粉芯焊丝在制式上与药芯焊丝类似,外层是钢带,所不同是内部填充的主要是金属粉而不是矿物质。通过合理配方,林肯电气的金属粉芯焊丝MW-70MC具有,可确保焊缝成形平整美观。
实现一致的焊道成形方面
林肯电气的金属粉芯焊丝不仅在毫无压力,同时因为它,飞溅不易于母材粘连,中小电流下表面氧化皮比实心小,大大。




微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
