










————焊接无处不在
【编者按】在重大工程报道中,焊光闪烁的影像常常会出现在各类媒体上。无论是航空航天,还是船舶海洋工程;无论是建设工程,还是能源工程;焊接都起到了不可或缺的重要作用。然而,焊接在不少人心目中却还停留在补补水壶和焊焊栏杆的印象……看来,很有必要让社会更多地了解焊接技术,让焊接技术更好的服务社会经济。
上海市焊接学会为贯彻习近平新时代中国特色社会主义思想,落实党的十九大和十九届二中、三中全会精神,弘扬科学精神,普及科学知识,促进全民科学素质的跨越提升,根据科技部、中国科协和上海市科协提出的2019年5月科技活动周主题为“科技强国 科普惠民”的特点,发挥自身专业优势,充分展示“焊接无处不在,创新引领未来”的焊接技术重要特色,提高焊接技术全社会的认知度,推动焊接技术的不断进步和发展,今年起将结合每年的科技节活动,着手开展一系列焊接科普活动。本期,我们推出电站锅炉和大型钢结构行业的有关焊接科普专题,旨在向人们普及传统电站锅炉行业在发展中的焊接技术创新的历程、普及在世界级的重大工程项目——港珠澳大桥建设中焊接技术应用的独特作用和普及港机钢结构焊接生产的智能化的创新成果。今后将不定期普及介绍其它行业焊接技术创新成果的专题,希望得到广大读者和专家的支持,谢谢!
第一篇
焊接——电站锅炉制造技术的关键
焊接是电站锅炉制造核心工艺、技术关键,本篇用通俗易懂的技术语言,以全国锅炉行业著名的上海锅炉厂有限公司(以下简称上锅公司)为缩印,简要普及介绍电站锅炉焊接技术发展历程,并通过锅炉行业的典型焊接创新技术成果案例,展示焊接在电站锅炉制造中起到的重要作用。
一、 电站锅炉焊接技术发展历程
1、 锅炉产品技术发展过程
锅炉行业焊接技术发展的历程与锅炉产品技术的发展息息相关,从上世纪50年代中国首台40t/h(表示每小时产40吨蒸汽)中压链条炉排锅炉在上锅公司诞生,60年代首台400t/h超高压中间再热锅炉投运,80年代引进美国技术生产制造的1025t/h亚临界锅炉(机组每小时发电达30万度,用300MW表示),到90年代末引进消化后国产600MW亚临界锅炉的制造。数值表明,新中国成立后近五十年,我国电站锅炉从无到有,从每小时40吨蒸发量,到每小时2000多吨蒸发量,锅炉蒸汽温度从高压到亚临界参数,锅炉行业处于稳步有序的发展。进入21世纪,随着中国经济的迅速发展,火力发电技术及产量进入了井喷时代。2003年首台600MW超临界锅炉诞生,2007年国内首台1000MW超超临界塔式锅炉在外高桥电厂开始安装,2015年国内首台1000MW超超临界二次再热锅炉运抵泰州电厂,2016年1240MW超超临界锅炉在上锅公司制造完成,还有国内最大容量的锅炉1350MW超超临界二次再热锅炉正在上锅公司生产制造。通过近二十年的引进消化吸收及再创新,目前中国火力发电技术已处于世界领先水平, 单机及装机容量均为世界第一。
图1 中国首台40t/h中压链条炉排锅炉

图2 中国首台1000MW超超临界二次再热机组外貌
2、锅炉焊接技术发展过程
火力发电机组热效率的提高与锅炉产生的蒸汽参数(温度和压力)密切相关,而焊接技术的进步及焊接质量的提升是保证锅炉蒸汽参数从亚临界到超超临界发展的关键因素之一。电站锅炉产品结构复杂(图3及图4为典型的超超临界一次及二次再热锅炉示意图),主要由水冷壁、过热器、再热器及相对应的集箱和管道等关键部组件组成。上世纪五、六十年代,我国锅炉产品参数低、容量小,焊接工艺技术相对简单,基本采用手工电弧焊和气焊工艺。进入70年代,针对超高压锅炉产品特点,自主开发设计制造了一系列焊接新设备,并成功用于锅炉不同部组件制造,如:省煤器采用了摩擦焊设备及工艺;锅炉过热器及再热器组件的生产制造成功开创应用了中频感应压力焊及等离子设备及工艺;而膜式水冷壁的管子与扁钢拼排焊则采用了焊接速度较快的埋弧焊设备及工艺等。尽管这些自制的焊接设备用现在的眼光看,似乎技术不够先进,但在当年已是创新了一大步,凝聚了老一代焊接技术人员智慧的结晶,并为上锅公司400t/h及以下容量的锅炉产品质量起了关键的保障作用。
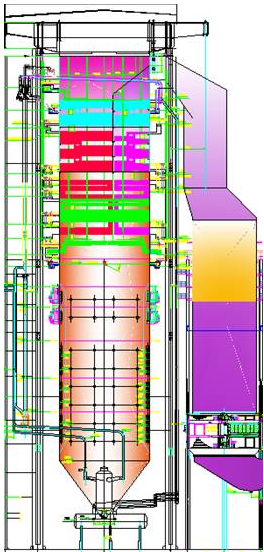
图3 典型超超临界(塔式)锅炉示意
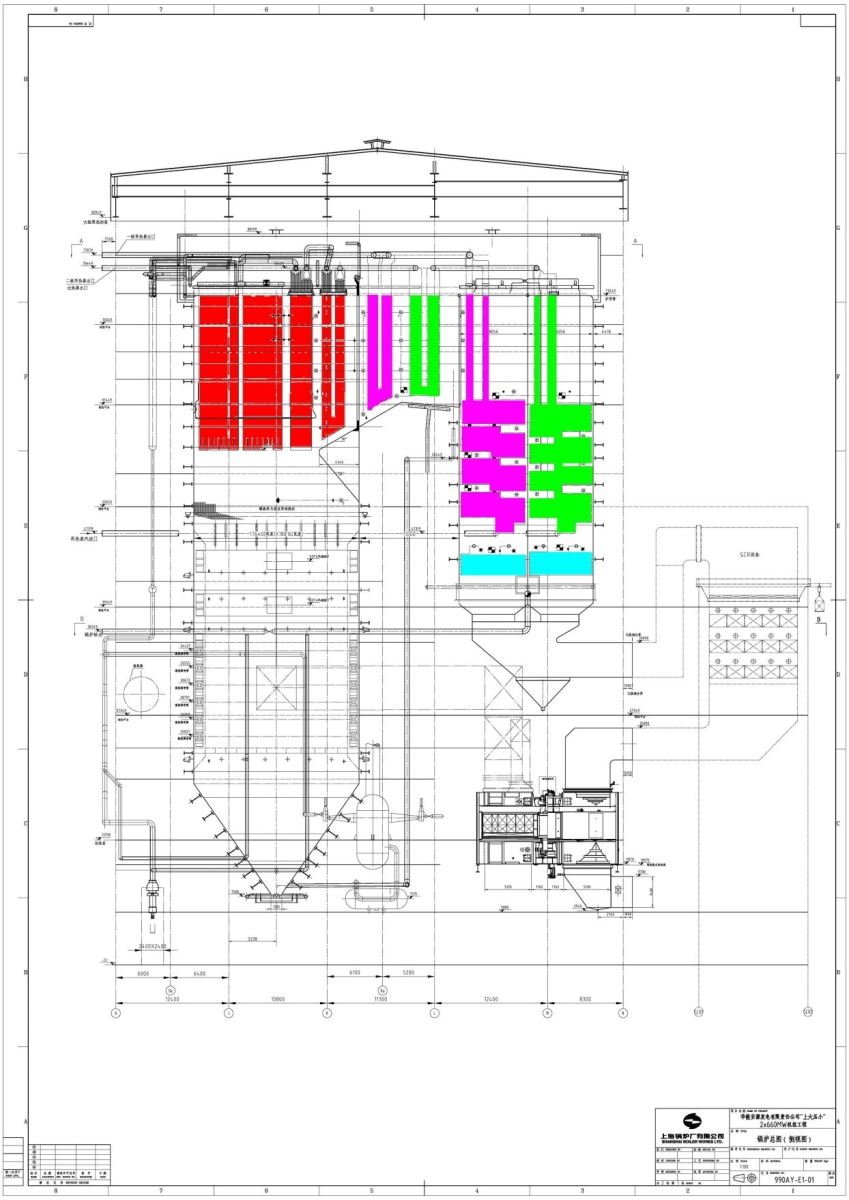
图4 典型超超临界二次再热锅炉示意

图5 过热器/再热器照片

图6 水冷壁照片

图7 集箱照片
随着上世纪80年代我国引进美国CE公司300MW、600MW亚临界锅炉技术,同时也引进了世界先进的焊接设备及技术,主要有用于锅炉过热器、再热器等部件的低合金、高合金、不锈钢及异种钢管子焊接的MIG设备及技术、合金同种钢管子焊接的中频感应焊接设备及技术,以及用于集箱短管座焊接的气保护自动焊接设备和技术。通过这些技术和装备的消化吸收再创新,上锅公司在那个年代成功生产出首台引进300MW亚临界控制循环锅炉(山东石横电厂---1987年)及首台自主研发600MW亚临界机组(上海吴泾电厂---2000年)。
进入21世纪,随着电站锅炉容量的扩大,锅炉参数不断提高(目前已投运锅炉出口蒸汽温度已达620℃,700℃示范项目也已建成投运),不仅焊接工作量大幅提升(600WM~ 1000MW锅炉,每台锅炉厂内焊口数量十多万只,现场组装焊口约6~8万只),而且材料种类也升级换代(见图8),这是锅炉行业技术发展面临的又一次机会与挑战,即必须采用先进的高效、节能的焊接新设备及新技术满足锅炉产品技术的高速发展。为此锅炉行业焊接技术人员除了引进世界成熟的先进焊接设备及技术(热丝及窄间隙TIG焊设备及技术、窄间隙埋弧焊设备及技术等)之外,还联合国内外高端焊接设备制造商,联合开发了管座内孔氩弧焊+外壁埋弧焊设备、集箱管座机器人焊接设备、悬吊管托块自动焊设备等,满足并保证大容量、高参数锅炉产品的生产制造及产品质量。
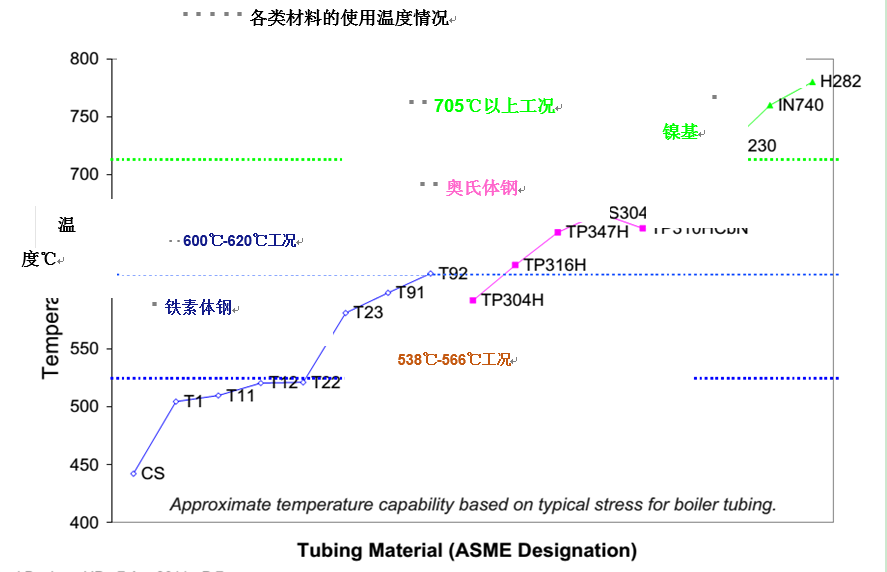
图8 锅炉产品材料选用表
二、 锅炉行业焊接创新技术成果案例展示
1、 集箱管座内孔氩弧焊+外壁埋弧焊技术的应用
集箱是锅炉关键组成部分,其主要作用是将工质汇集、再分配,保证工质均匀分配、均匀加热。集箱本体为大直径无缝管,材质种类多,有碳钢、低合金及高合金耐热钢等,筒身上成排布置了大量的与受热面(过热器、再热器等)相焊的管座,管座外径一般为¢32~¢76mm,管座之间间距为19~60mm。目前上锅公司每年的管座焊接数量约为20~30万只,由于集箱及管座规格多,管间距小,之前基本以手工焊为主,焊工劳动强度大,焊接内在质量及外观成型差,焊接效率低。
针对集箱管座数量多、间距小等结构特点以及业主对集箱管座焊接质量要求不断提高的需求(原焊后目视检查,现业主要求焊后超声检查),锅炉行业焊接技术人员将原有焊接技术进行集成,即采用不加丝TIG焊在管座内壁进行封底焊,外侧采用埋弧自动焊进行焊接。 这种组合焊接技术的应用不仅解决了焊缝内部质量(焊后经UT检测,一次合格率可达95%以上),而且焊缝外观成型美观,焊接效率明显提高。

图9 集箱管座内孔氩弧焊+埋弧自动焊(专利号200820060099.4,201220432549.4)
2、悬吊管自动焊设备开发与应用
超超临界塔式锅炉过热器、再热器等受热面均为卧式布置,依托悬吊管上的托快悬吊支撑,锅炉悬吊管产品结构见图10。

图10 悬吊管产品照片
基于悬吊管托快数量多(每台百万等级超超临界塔式锅炉托快数量多达约十五万只),焊缝相对规则,易于实现自动化焊接特点,研制开发了图11所示悬吊管自动焊设备。该设备采用自动上、下料,四把焊枪上下、左右对称分布,四把焊枪可同时焊接或两把上枪及两把下枪分别同时焊接(根据不同材料、不同结构选用)。此外此设备还将预热与焊接功能集成在同台设备上,通过工装夹持,减少手工焊点焊等工序,焊接变形小,焊接效率是手工焊的3~4倍。悬吊管自动焊设备已申请国家专利(专利号201310713134.3,201320849355.9),并获中国机械制造工艺协会科技成果二等奖。

图11 悬吊管自动焊设备焊接及焊后实物照片
三、 结束语
目前我国的火力发电技术已达到世界顶尖水平,上锅公司锅炉产品也多次获上海市科技进步奖一、二、三等奖及国家能源局科技进步奖一等奖等,焊接作为电站锅炉产品制造最为关键的技术,一代代焊接技术人员为之不断进取、不断创新,为电站锅炉安全、可靠、高效运行保驾护航。
图12 成果和实景照片
第二篇
焊光闪烁,助力港珠澳大桥
随着钢铁冶炼技术的飞速发展,钢结构强度高、自重轻、整体刚度好、变形能力强的特点,受到结构设计人员的青睐,钢结构越来越多地应用于航空航天、造船、桥梁、起重机、机车、工程机械、核电、水电、风电、化工、建筑等工程领域,典型的钢结构工程有国家鸟巢体育馆、举世瞩目的港珠澳大桥、大国重器12000吨全回转浮吊、拉斯维加斯摩天轮等。

图1国家鸟巢体育馆(钢结构)
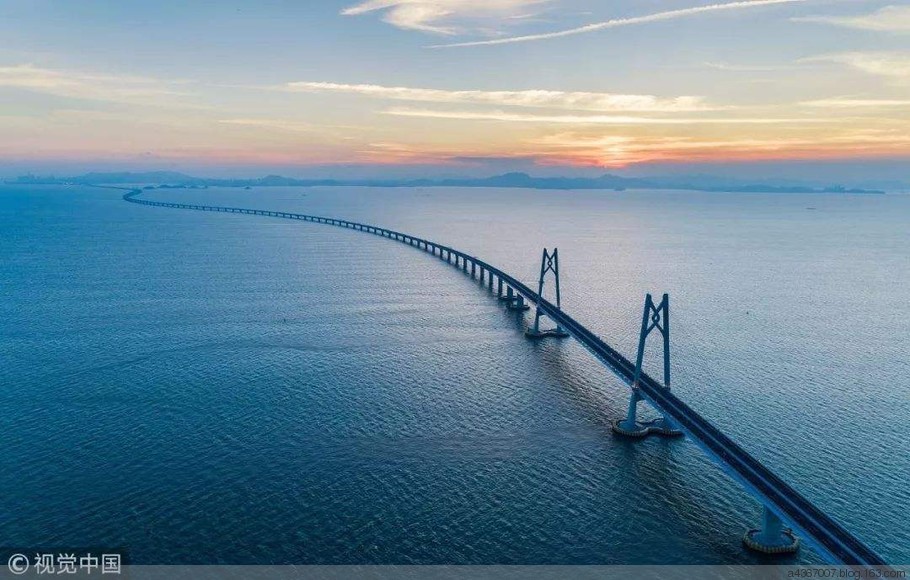
图2港珠澳大桥(钢结构)

图3港珠澳大桥钢管桩

图4 12000吨全回转浮吊吊装港珠澳大桥最终接头

图5海上升压站(钢结构)

图6拉斯维加斯摩天轮(钢结构)
去年,具有里程碑意义的港珠澳大桥建成通车,标志着中国从桥梁大国走向桥梁强国。
港珠澳大桥凝聚着许多焊接人的心血。 本期重点介绍港珠澳大桥及其焊接。
港珠澳大桥跨越珠江口伶仃洋海域,是连接香港特别行政区、广东省珠海市、澳门特别行政区的大型跨海通道,是国家高速公路网规划中珠江三角洲地区环线的组成部分和跨越伶仃洋海域的关键性工程,下图为港珠澳大桥总体平面图。
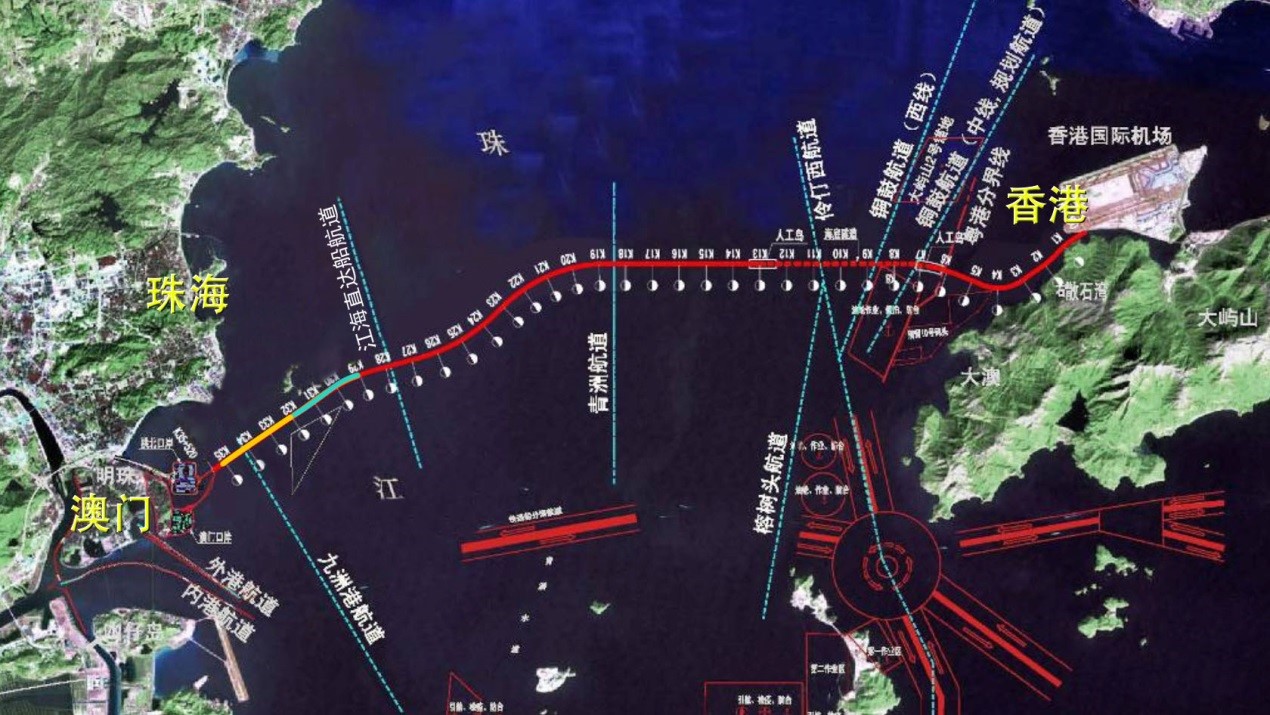
图1港珠澳大桥总平面图
港珠澳大桥集桥、岛、隧于一体,全长55千米,其中跨海路段35.578千米,包括6.7千米海底隧道和22.9千米桥梁。桥梁全部采用钢结构,总重约42.5万吨;海底隧道是全球最长的公路沉管隧道和全球唯一的深埋沉管隧道,沉管总计33个,单个沉管节段长180米,最大重量约8万吨。港珠澳大桥采用最高建设标准,能抗8度地震、16级台风,设计使用寿命120年。
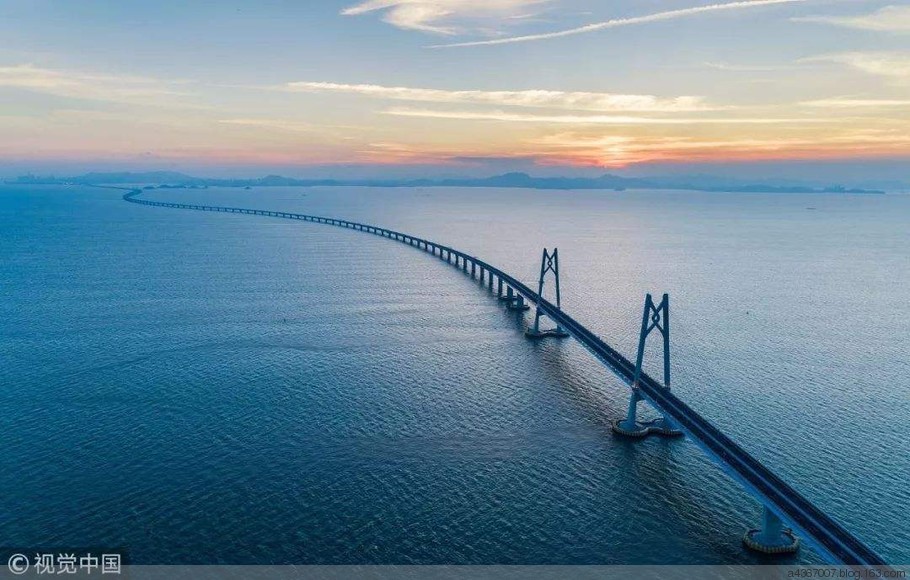
图8港珠澳大桥实景图
上海振华重工在港珠澳大桥建设过程中承担了多项设计、制造工作,包括管节浮运一体船设计建造、抛石整平船设计建造、人工岛钢管桩制造及运输、人工岛减光罩及风帽设计制造、非通航孔桥钢结构节段制造、管节钢模板及端封门制作和管节最终接头制作、安装及水下焊接等。
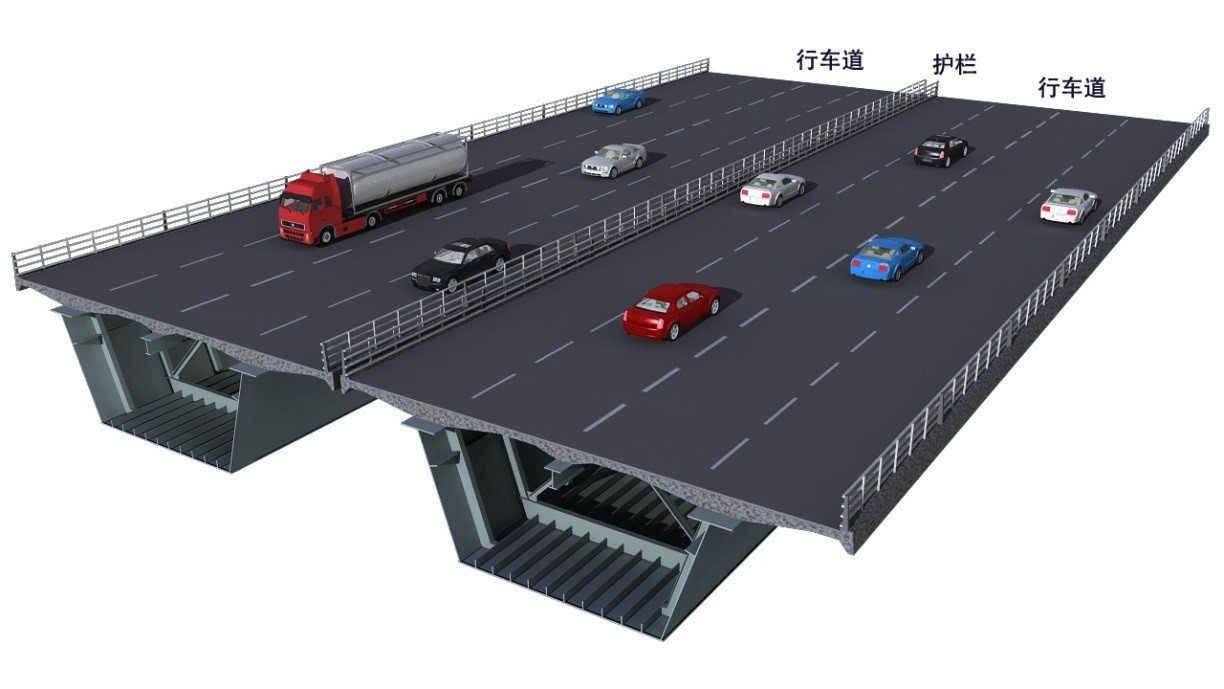
图9非通航桥节段效果图
#FormatImgID_24#
图10港珠澳大桥钢管桩运输实景图
港珠澳大桥最终接头长12米,重量6000吨,由振华30号12000吨全回转起重船吊装,沉入海底锲入水下E30和E29沉管接头处,在海底29米深处与两侧沉管精准对接。
止水是隧道的生命线,最终接头楔入水下接头处后,两侧的顶推系统将止水带顶出压缩,以保证接头临时止水,而且必须“滴水不漏”。最终接头内的千斤顶系统压缩临时止水,在抽空内部海水后,作业人员从管节进入接头内部,完成两侧的双层密封焊接,通过管路在夹层灌入混凝土,完成港珠澳大桥海底隧道的贯通。

图11港珠澳大桥最终接头吊装实景图

图12港珠澳大桥最终接头水下焊接实景图
港珠澳大桥岛隧工程最终接头合龙焊接施工作为工程最后一战,意义重大,因临时止水使用周期问题,合龙焊接是一场与时间赛跑的战斗,从5月5日开始施工,在历经了为期20天的艰苦奋战后,于5月25日凌晨顺利完成,全熔透焊缝总长2280米,焊材消耗约12t,气体消耗总量达到2000余瓶,NDT检测全部合格。
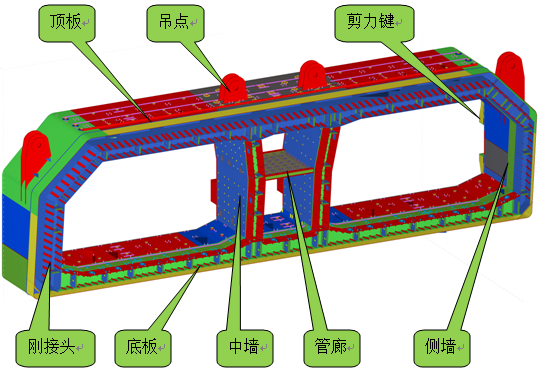
图13港珠澳大桥最终接头本体三维图

图14港珠澳大桥最终接头水下安装示意图
合龙焊接施工在分别两处高10米,宽3.5米,长36米的狭小空间内进行,无法使用吊装设备,人员进出仅有3道0.6*1.7m的密封门,腔内通风差、湿度高,现场焊接工作量巨大,焊缝总长度达到2300米,纯焊接时间就达到3000多小时,焊接施工难度非常高,焊接要求全熔透,要求UT/MT100%探伤检测,对坡口制备、衬垫装配都有很高的要求,尤其是仰焊作业风险极大。同时焊接预热区域可能会造成GINA止水带损伤,焊接前必须采取必要的保护措施。封闭箱体内作业、高空作业、立体交叉作业、长时间轮班作业等同样给HSE现场管理及预防带来前所未有的挑战。在装配焊接方面,近500件的钢接头合理的装配焊接顺序是管节安全施工、精度控制重要保障。
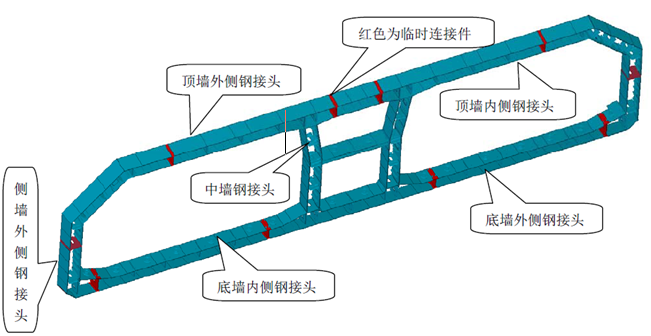
图15港珠澳大桥最终接头钢接头安装示意图
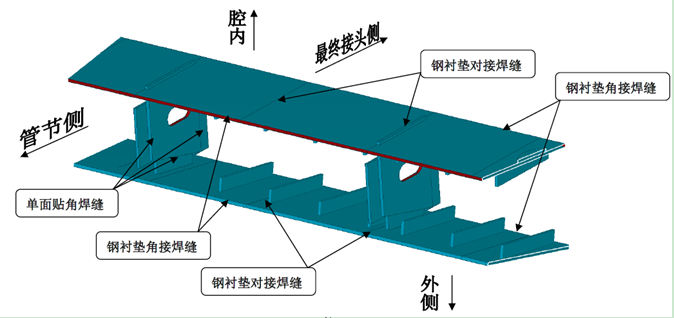
图16港珠澳大桥最终接头钢接头连接件
针对港珠澳大桥岛隧工程最终接头现场焊接合龙工作环境恶劣、空间受限、工作量巨大、焊接施工难度高、施工周期短的特点,为使后续施工现场各项工作任务能够保质、保量,且按时完成,上海振华南通重型装备制造基地安排160人进行为期两个月的最终接头焊接合龙演练工作。模拟施工现场实际作业环境,验证HSE措施的可靠性,验证焊接施工方案的可行性,并在演练过程中不断优化施工方案,实现“超短周期完成钢接头焊接”的工效目标,通过多方案专项焊接演练,选择最可行最高效的方案。实现培训,让每一位进入接合腔内进行钢接头焊接的施工人员熟悉施工环境、工作内容和工作要求,做到专人专事、职责分明;做到演练内容与实际情况完全相同。经过演练确保每位施工人员在正式作业时能有条不紊地完成钢接头的焊接作业。验证施工过程中人员、设备、物料、方法、环境、检验等要素的正确性、合理性。

图17港珠澳大桥最终接头演练工装
第三篇
智能制造进入港机箱梁生产线
本篇科普介绍港机箱梁焊接智能制造生产线,从一个侧面,反映出长期致力于大型港口起重机生产制造过程的高效化、智能化、环保化,改善工人工作环境,降低制造周期和制造成本,降低能源消耗,大力提升智能制造水平的振华重工公司,靠不断技术创新立于世界之林的奥秘。
大型港口起重机主结构分段制造大部分还依赖手工制作,部分采用半自动专机进行焊接生产,其制作工艺落后,焊接装备自动化程度低下,焊接制作质量不稳定,制作效率低下,制作成本高昂等问题。机器人自动化焊接技术的应用将导致生产方式的改变,新采用的焊接方法将减少中间工序,进而提高焊接效率,工人劳动强度降低,生产环境改善。大型箱梁钢结构制造是一种高技术、高标准和高风险的劳动密集型行业。其结构件制造40%以上是靠焊接完成,焊接技术水平决定了产品制造质量和成本。急需由“人海战术”向“无人战术”的制造方式转变。
港机箱梁智能制造生产线改变传统的人工及半自动方式,突破大型复杂箱体的大重特非标工序复杂等智能化焊接、组装、物流及信息化管控瓶颈问题,实现30米巨型箱体的切割、焊接、装配、矫形、划线、物流全流水线生产应用,发明了拼板柔性组对、冷热多丝复合焊、拼板及板单元自动化矫形、角钢及隔板箱体柔性组对、箱体机器人焊接、箱体物流及翻身、车间虚拟仿真及监控等技术,突破18项新技术,申请专利39项,17项发明专利, 获得2018(第六届)先进制造业大会”智能示范车间”金奖。
该智能制造车间实现大型箱梁构件自动柔性化拼装、智能化焊接、自动化物流、信息化管控,是全球领先的大型复杂箱梁结构示范车间之一,可有效提高振华重工公司智能制造水平。

图1智能制造车间集成

图2智能焊接技术

图3信息化管控技术
(1)中厚板拼接机器人定位焊
创新设计了人工焊接引/熄弧板-板料辊轮自动输送-坡口自动铣边-板料辊轮自动输送-板料对中预拼-辊轮下压+磁吸附抬升-激光导引机器人定位焊接的工艺流程,突破了船舶与海洋工程、钢结构制造等领域中厚板整板高效输送、自动组对、自动预制反变形等难题,免去了打磨工序,提高了组对质量。

图4拼板机器人定位焊工位
(2)中厚板拼接冷热多丝复合埋弧焊单面焊双面成形
创新设计了冷热多丝复合埋弧焊剂铜衬法(Cold-hot hybrid FCB)绿色焊接新工艺,其前置焊炬采取单粗丝(ϕ4.0~5.0mm),后置焊炬为多细丝(ϕ2.0~3.0mm,中间一根是冷丝),突破了船舶与海洋工程、钢结构制造等领域中低合金高强钢中厚板单面焊双面成形共性技术难题,较低的热输入确保了接头具有良好的低温冲击韧性(≥27J@-20℃)。相较传统工艺,新工艺免去了钢板翻身和清根时间,提高了电弧利用率。

图5多丝复合埋弧焊单面焊双面成型
(3)大尺寸拼板自动双边液压驱动辊系滚压矫形
创新设计了自适应双边液压驱动辊系矫形模具,突破了船舶与海洋工程、钢结构制造等领域中超长(15.4~27.7m)低合金高强钢中厚板拼接自动输送及机械矫形难题,减少了板材性能损伤,降低了能源消耗,提高了矫形质量。

图6板片滚压矫形
(4)大尺寸板片自动倒角
创新设计了参数化驱动的数控棱角铣削工艺与物流装备,突破了船舶与海洋工程、钢结构制造等领域中大尺寸板片在输送过程中倒角加工难题,减少了VOCs排放,降低了工人劳动强度,提高了倒角的一致性。

图7板片自动倒角工位
(5)超大尺度板片自动化打磨
创新设计了基于图纸信息驱动的龙门式多沙带打磨工艺与装备,突破了船舶与海洋工程、钢结构制造等领域中超长板片的自动高效打磨难题,减少了VOCs排放,降低了人员投入数量,提高了打磨质量。

图8自动打磨工位
(6)超大尺度板片自动划线
创新研制了基于图纸信息自动生成划线程序的自动化装备,突破了船舶与海洋工程、钢结构制造等领域中大尺度板片的自动高效划线难题,降低了人员投入数量和出现错误概率,提高了划线精度。

图9自动划线工位
(7)板肋自动装配及机器人定位焊
创新设计了板肋储存、横移上料、辊道输送、自动抓取、装配定位、机器人焊接的工艺流程,突破了船舶与海洋工程、钢结构制造等领域大型板单元制作中板肋自动输送、装配和焊接难题,降低了人员投入数量和工序作业安全,提高了装配精度。

图10自动装配及机器人定位焊工位
(8)超长板肋机器人智能化焊接
创新研制了板肋多机器人协同控制和快速参数化编程系统,突破了船舶与海洋工程、钢结构制造等领域大型板单元制作中板肋及其包角机器人智能化焊接技术难题,避免了焊后打磨,减少了VOCs排放,降低了人员投入数量,提高了焊接质量。

图11机器人焊接工位
(9)大型板单元自动液压驱动辊系滚压矫形
创新研制了基于隔根对称矫正原理的机械滚压矫正装备,突破了船舶与海洋工程、钢结构制造等领域大型板单元制作在自动输送过程中的整体机械矫形难题,减少了翻身工序,降低了能源消耗,提高了矫形质量。

图12板单元滚压矫形工位
(10)大型隔板自动抓取与柔性装配
创新研制了龙门式柔性工装自动抓取、定位、放置隔板装备,突破了船舶与海洋工程、钢结构制造等领域大型箱体制作中隔板自动抓取上料及无玛支撑装配的难题,减少了人工焊接卡玛工序,降低了人员投入数量,提高了装配质量。

图13隔板自动抓取与柔性装配工位
(11)大型箱体三面成型柔性装配
创新研制了柔性夹持/吸附定位、压紧装备,突破了船舶与海洋工程、钢结构制造等领域大型箱体制作中自动始端定位、柔性间隙调整等装配难题,降低了人员投入数量,提高了箱体成型质量。

图14三面成型柔性装配工位
(12)大型箱体内角缝机器人智能化焊接
创新设计了两套双机器人协同控制和快速参数化编程系统,突破了船舶与海洋工程、钢结构制造等领域大型箱体内部立角焊缝及其包角高效智能化焊接技术难题,避免了焊后打磨,减少了VOCs排放,降低了人员投入数量,提高了焊接质量。

图15内角缝机器人智能化焊接工位
(13)大型箱体四面成型柔性装配
创新研制了自动定位对中翼板、自动压紧翼板和自动压紧腹板多功能装备,突破了船舶与海洋工程、钢结构制造等领域大型箱体制作中自动始端定位、柔性间隙调整等装配难题,降低了人员投入数量,提高了箱体成型质量。

图16四面成型柔性装配工位
(14)大型箱体外角缝机器人智能化焊接
创新设计了双机器人协同控制和快速参数化编程系统,突破了船舶与海洋工程、钢结构制造等领域大型箱体外角焊缝高效智能化焊接技术难题,避免了焊后打磨,减少了VOCs排放,降低了人员投入数量,提高了焊接质量。

图17外角缝机器人智能化焊接工位
(15)大型箱体自动翻身
创新研发了基于多RGV协同控制的超大超重箱体自动翻身系统,突破了船舶与海洋工程、钢结构制造等领域大型箱体整体90°、180°翻身的难题,避免了箱体翻身时产生变形,降低了人员投入数量,提升了翻身作业效率和安全系数。

图18箱体自动翻身工位
(16)大型箱体自动化物流
创新设计了子母式RGV物流系统(多个子车、一个母车),突破了船舶与海洋工程、钢结构制造等领域大型箱体整体转运的难题,避免了箱体转运过程中产生变形,降低了人员投入数量,提高了物流效率。

图19箱体自动化物流设备
(17)大型箱体数字化车间物联网
创新开发了基于工业互联网的车间级设备互联互通和信息化监控系统,实时采集生产设备的关键运转数据,突破了大型结构件制造车间设备种类杂、存量大、协议多、开放程度不相同等“治哑”难题,实现了设备网络化、集群化、可视化的生产管理以及预测性维护,发挥了生产设备集群化的生产潜能。

图20数字化车间物联网
(18)大数据驱动的车间计划与排产
创新开发了大数据驱动“数字虚体”演进车间计划与调度,基于生产实时数据和优化算法实现车间任务“精打细算”,突破了船舶与海洋工程、钢结构制造等离散型行业车间高级计划与排产中协同管理、预测性分析难题,提升了隐形资产的显性价值,实现了生产管理数字化、生产过程协同化、决策支持智能化。
该生产线的开发,推动了我国大型箱体结构制造过程自动化、精益化、高效及智能化,带动智能化焊接成套装备的国产化迈上新台阶,也充分体现了我国钢结构行业主动掌握全球智能制造的技术制高点,打造我国港口机械装备制造业的世界级先进产业集群,提高国际市场竞争力和话语权的创新能力。




微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
