










3 材料
3.1 热塑性塑料
热塑性塑料是由单体重复连接形成的长链分子组成,其一个重要特性是加热软化和熔化,冷却凝固和硬化。当同种材料的两个塑料零件焊接时,分子链扩散到界面上,相互缠绕形成化学键,见图1。
塑料连接来自分子链扩散和化学键形成。该原理适用于热塑性材料的所有焊接技术。
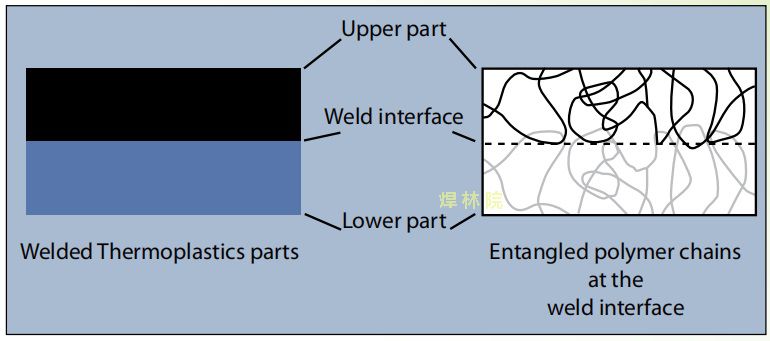
图1 焊接过程中的分子链扩散和缠绕结合
热塑性塑料的热传导率低,使得材料熔融后的冷却速率足够低,从而形成强化学键。与金属焊接大大不同,金属热传导率高,热量很快传递出去。
几乎所有的热塑性材料都可以采用振动摩擦焊接,包括结晶,无定形、填充、发泡和增强型塑料。无定形塑料如PC,比半结晶更容易焊接。该工艺不适合于非常柔软的材料如TPC。热固性塑料不能焊接,因为其分子链已经发生化学交联,无法扩散。
3.2 材料种类和组成
材料的类型和添加剂对焊接性能有显著影响。
材料类型影响焊接强度,见图2。图中列出了PA6 GF30,PA46 GF30,PA66 GF30,PPA GF30振动摩擦焊接强度对比。
材料粘度影响焊接强度。较高粘度能够促进熔融状态下的材料分子快速扩散和缠绕结合。
玻璃纤维,详见下一节。
添加剂。一些添加剂会影响结晶速率。例如,炭黑色粉加速结晶,而黑色染料减缓结晶过程。一般来说,结晶速率慢有助于提高焊接质量,因为其允许在更多的时间里进行分子链化学连接。
含水量。放置了长时间的塑料含水量会增加。导致焊接后焊缝区域形成气泡,减少焊接强度。 因此为了避免气泡的形成,在焊接前需要对零件进行干燥处理。
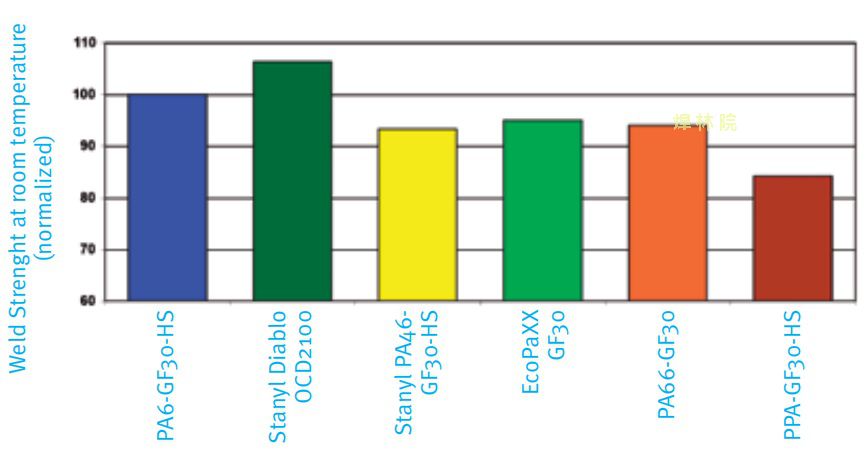
图2 塑料种类对焊接强度的影响
3.3 玻纤增强型材料
含玻璃纤维的塑料与纯树脂塑料的焊接行为相似。不过,含玻纤塑料的焊接需要更多时间,才能进入稳态流动阶段。对于含30%玻纤塑料,其焊接强度明显低于本体强度。为什么会发生这种情况?是因为摩擦振动引起玻璃纤维排布方向发生了改变。
由于施加压力,熔融材料被横向挤压出来,玻璃纤维也参与了流动。在焊接结束后,玻璃纤维排列方向发生变化,垂直于拉伸方向。这种不利的排列方向是导致焊接强度降低的原因。也导致焊缝处断裂。
图3对比了焊接件和非焊接件的断口电镜扫描,试验棒材料PA6 GF30。焊接件断口位置在焊缝区域。这些电镜扫描照片表明,焊接件的焊缝区域纤维取向主要在断裂的平面上;而非焊接件的纤维取向是垂直于断裂平面,导致大量的纤维拔出,从而产生较高的强度。因此焊缝不像本体材料那么坚固,它接近未填充PA6的性能。
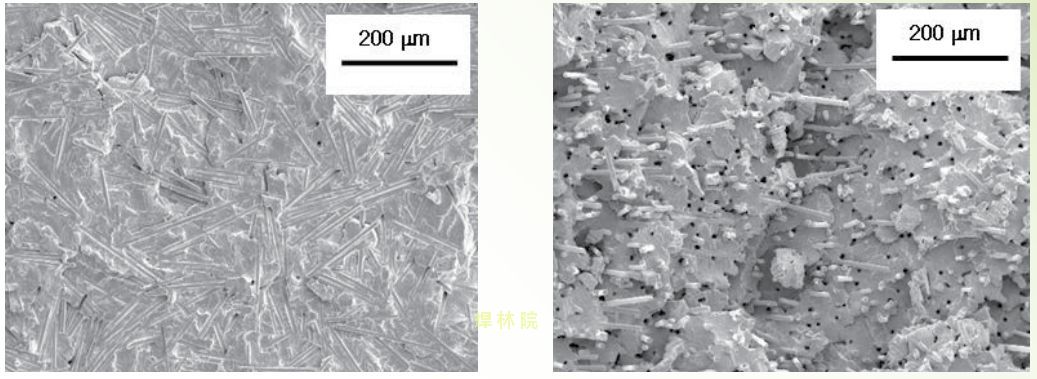
图3 焊接件和非焊接件的断口电镜扫描
3.4 材料的焊接相容性
由于分子链在界面上的扩散是形成强键的必要条件,所以熔融材料的分子流动性,以及焊缝两侧分子之间的相容性很重要。一般情况下,焊接的两个零件建议使用相同或者类似的材料。
然而,只要材料具有一定程度的相容性,不同材料的焊接仍然是可能的。
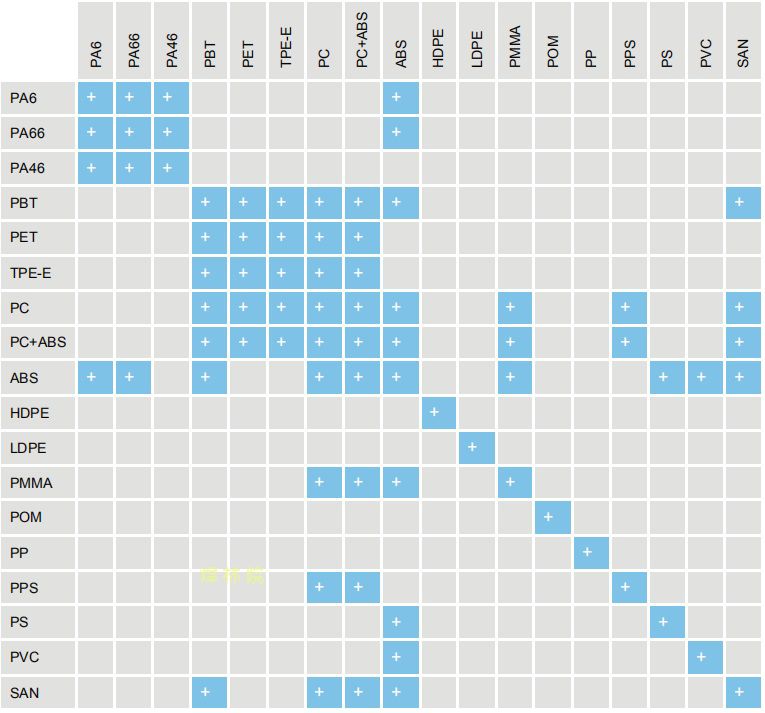
例如,PA6、PA 66和PA 46在熔融状态下是可混合的,PBT和PET在熔化温度以上也是可混合的。PC与PET仅部分可混合,因为两者之间发生相容的化学反应(酯交换)。表1列出了不同聚合物材料焊接的相容性,其中+代表可焊接。





微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
