










01
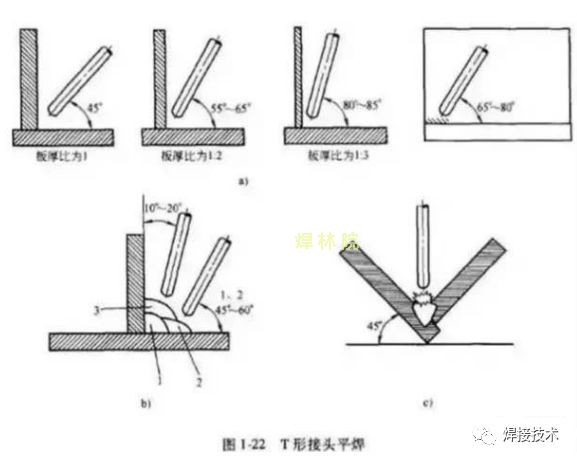
T形接头平焊
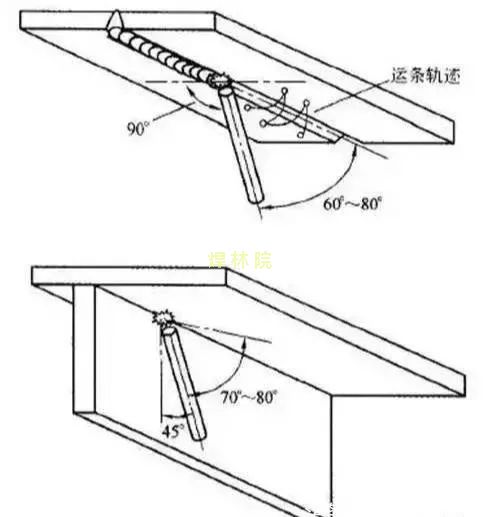
焊条在焊接方向上的倾角为65°一80°,电弧的指向应偏向厚板,以使两板加热温度相等。焊接多层道焊时,还应根据焊道位置及板厚调整焊条角度,以保证焊缝良好成形。
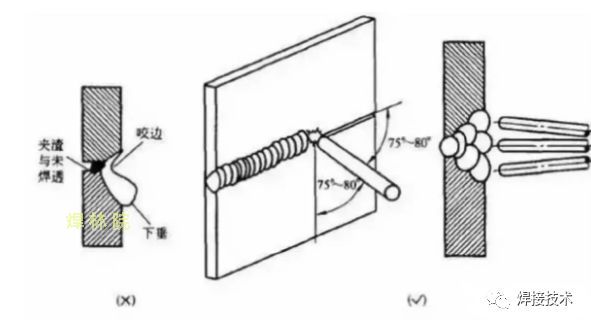
图1-22 a中,给出立板与平板板厚比分别为1、1:2、 1:3时的运条角度。图1-22b中,给出等厚板、三层焊道时的各焊道合适的运条角度。图1-22c中,是船形焊时合适的运条角度。
02
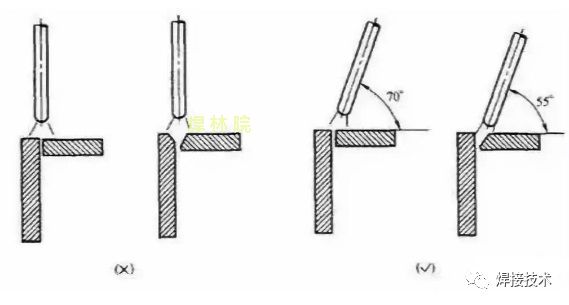
角焊接头平焊
根据角接接头的坡口形式,采用不同的施焊方法,包括控制焊缝热输入、短弧焊、电弧偏向竖板一边等,以保证焊缝两侧的熔化程度相同。
03
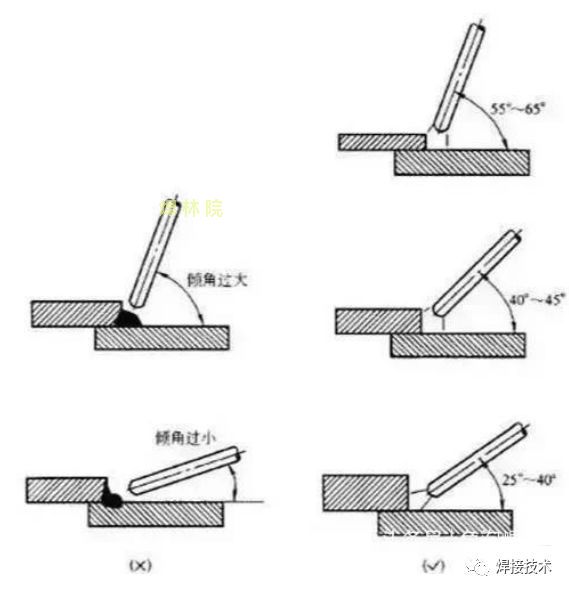
搭接平焊
为避免产生焊缝单边、咬边、顶角焊不透或焊缝夹渣等缺陷,应根据两板的厚薄来调整焊条的角度,同时电弧要偏向厚板一边,以便使两边熔透均匀。焊条倾角过大或过小都会使焊缝成形不良。
04
立焊
立焊时,使用电流过大或焊条向前移动速度太慢,会使熔池过热,金属液不能很快凝固,将导致焊缝咬边或产生点焊瘤;电弧过长、电流太小,会使熔池温度过低,产生夹渣和未焊透缺陷。
因此,立焊应采用适当的运条角度和适宜的运条方法,使用较小的电流,短弧焊接,以利焊缝成形。正确的向上立焊的焊条方位如图1-25所示。
05
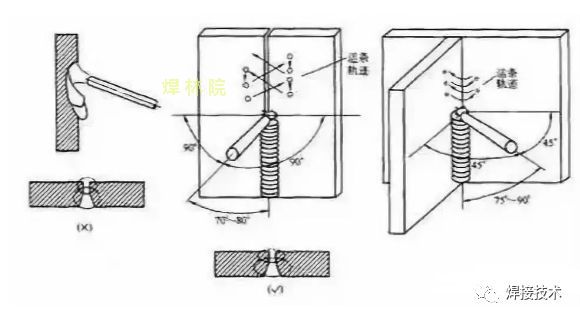
横焊
横焊时,熔化金属在重力作用下发生流淌,操作不当易在上侧产生咬边,下侧因熔滴堆积而产生焊瘤或未焊透缺陷。施焊时应选择较小直径的焊条,配合恰当的焊条角度和运条方法,以短路过渡形式进行焊接。
多道焊接运条的角度还应针对焊缝所在位置,适当改变焊条角度,以使电弧推力对熔滴产生承托作用,才能获得高质量的焊缝。横焊的焊条方位如图1-26所示。
06
仰焊
仰焊时,熔池倒悬在焊件下面,焊缝成形困难,容易在焊缝表面产生焊瘤,背面产生塌陷。焊接时,为使熔滴金属在短时间内由焊条过渡到熔池中去,必须使用最短的电弧长度、较小直径的焊条、稍快的焊接速度及合适的焊接电流;多层次焊接时,可采用月牙形和锯齿形运条方式焊接。
为控制熔池面积,摆幅不宜太大,焊道应薄一些,以防止产生焊接缺陷。图1-27所示为正确的仰焊的焊条方位。




微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
