










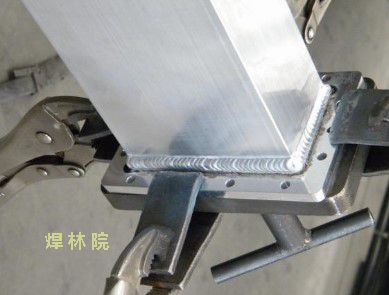
铝合金在我们的生活上应用非常的广泛,主要原因是重量轻,硬度高,受到人们的广泛使用,然而铝合金的焊接却是一门高强度的技术活。下面小编就来为大家介绍一下铝合金焊接的特点、焊接方法、难点、焊接材料以及焊前准备。
1.铝合金焊接的特点
(1)铝在空气中及焊接时极易氧化,生成的氧化铝(Al2O3)熔点高、非常稳定,不易去除。阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生成夹渣、未熔合、未焊透等缺欠。铝材的表面氧化膜和吸附大量的水分,易使焊缝产生气孔。焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化膜。在焊接过程加强保护,防止其氧化。钨极氩弧焊时,选用交流电源,通过“阴极清理”作用,去除氧化膜。气焊时,采用去除氧化膜的焊剂。在厚板焊接时,可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。
(2)铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。铝的热导率则是奥氏体不锈钢的十几倍。在焊接过程中,大量的热量能被迅速传导到基体金属内部,因而焊接铝及铝合金时,能量除消耗于熔化金属熔池外,还要有更多的热量无谓消耗于金属其他部位,这种无用能量的消耗要比钢的焊接更为显著,为了获得高质量的焊接接头,应当尽量采用能量集中、功率大的能源,有时也可采用预热等工艺措施。
(3)铝及铝合金的线膨胀系数约为碳素钢和低合金钢的两倍。铝凝固时的体积收缩率较大,焊件的变形和应力较大,因此,需采取预防焊接变形的措施。铝焊接熔池凝固时容易产生缩孔、缩松、热裂纹及较高的内应力。生产中可采用调整焊丝成分与焊接工艺的措施防止热裂纹的产生。在耐蚀性允许的情况下,可采用铝硅合金焊丝焊接除铝镁合金之外的铝合金。在铝硅合金中含硅 0.5%时热裂倾向较大,随着硅含量增加,合金结晶温度范围变小,流动性显著提高,收缩率下降,热裂倾向也相应减小。根据生产经验,当含硅 5%——6%时可不产生热裂,因而采用 SAlSi 条(硅含量 4.5%——6%)焊丝会有更好的抗裂性。
(4)铝对光、热的反射能力较强,固、液转态时,没有明显的色泽变化,焊接操作时判断难。高温铝强度很低,支撑熔池困难,容易焊穿。
(5)铝及铝合金在液态能溶解大量的氢,固态几乎不溶解氢。在焊接熔池凝固和快速冷却的过程中,氢来不及溢出,极易形成氢气孔。弧柱气氛中的水分、焊接材料及母材表面氧化膜吸附的水分,都是焊缝中氢气的重要来源。因此,对氢的来源要严格控制,以防止气孔的形成。
(6)合金元素易蒸发、烧损,使焊缝性能下降。
(7)母材基体金属如为变形强化或固溶时效强化时,焊接热会使热影响区的强度下降。
(8)铝为面心立方晶格,没有同素异构体,加热与冷却过程中没有相变,焊缝晶粒易粗大,不能通过相变来细化晶粒。
2.铝合金焊接的焊接方法
几乎各种焊接方法都可以用于焊接铝及铝合金,但是铝及铝合金对各种焊接方法的适应性不同,各种焊接方法有其各自的应用场合。气焊和焊条电弧焊方法,设备简单、操作方便。气焊可用于对焊接质量要求不高的铝薄板及铸件的补焊。焊条电弧焊可用于铝合金铸件的补焊。惰性气体保护焊(TIG 或 MIG)方法是应用最广泛的铝及铝合金焊接方法。铝及铝合金薄板可采用钨极交流氩弧焊或钨极脉冲氩弧焊。铝及铝合金厚板可采用钨极氦弧焊、氩氦混合钨极气体保护焊、熔化极气体保护焊、脉冲熔化极气体保护焊。熔化极气体保护焊、脉冲熔化极气体保护焊应用越来越广泛(氩气或氩/氦混合气)。铝合金焊接的几种先进工艺:搅拌摩擦焊、激光焊、激光- 电弧复合焊、电子束焊。针对于焊接性不好和曾认为不可焊接的合金提出了有效的解决方法,几种工艺均具有优越性,并可对厚板铝合金进行焊接。
3.铝合金焊接的难点
铝合金由于重量轻、比强度高、耐腐蚀性能好、无磁性、成形性好及低温性能好等特点而被广泛地应用于各种焊接结构产品中,采用铝合金代替钢板材料焊接,结构重量可减轻50 %以上。
(1)铝合金焊接接头软化严重,强度系数低,这也是阻碍铝合金应用的最大障碍。
(2)铝合金表面易产生难熔的氧化膜(Al2O3 其熔点为 2060 ℃) ,这就需要采用大功率密度的焊接工艺。
(3)铝合金焊接容易产生气孔。
(4)铝合金焊接易产生热裂纹。
(5)线膨胀系数大,易产生焊接变形。
(6)铝合金热导率大(约为钢的4倍) ,相同焊接速度下,热输入要比焊接钢材大 2-4倍。
4.铝合金焊接的焊接材料
(1)焊丝:铝及铝合金焊丝的选用除考虑良好的焊接工艺性能外,按容器要求应使对接接头的抗拉强度、塑性(通过弯曲试验)达到规定要求,对含镁量超过 3%的铝镁合金应满足冲击韧性的要求,对有耐蚀要求的容器,焊接接头的耐蚀性还应达到或接近母材的水平。
(2)保护气体:保护气体为氩气、氦气或其混合气。交流加高频 TIG 焊时,采用大于 99.9%纯氩气,直流正极性焊接宜用氦气。MIG 焊时,板厚<25 mm 时宜用氩气;板厚 25 mm-50 mm时氩气中宜添加 10%-35%的氦气;板厚 50mm-75mm 时氩气中宜添加 l0%-35%或50%的氦气;当板厚>75 mm 时推荐采用添加 50%-75%氦气的氩气。氩气应符合 GB/T 4842995《纯氩》的要求。氩气瓶压低于 0.5 MPa 后压力不足,不能使用。
(3)钨极:氩弧焊用的钨极材料有纯钨、钍钨、铈钨、锆钨四种。纯钨极的熔点和沸点高,不易熔化挥发,电极烧损及尖端的污染较少,但电子发射能力较差。在纯钨中加入 1%-2%氧化钍的电极为钍钨极,电子发射能力强,允许的电流密度高,电弧燃烧较稳定,但钍元素具有一定的放射性,使用时应采取适当的防护措施。在纯钨中加入 1.8%-2.2%的氧化铈(杂质≤0.1%)的电极为铈钨极。铈钨极电子逸出功低,化学稳定性高,允许电流密度大,无放射性,是目前普遍采用的电极。锆钨极可防止电极污染基体金属,尖端易保持半球形,适用于交流焊接。
(4)焊剂:气焊用焊剂为钾、钠、锂、钙等元素的氯化物和氟化物,可去除氧化膜。
5.铝合金焊接的焊前准备
(1)焊前清理。铝及铝合金焊接时,焊前应严格清除工件焊口及焊丝表面的氧化膜和油污,清除质量直接影响焊接工艺与接头质量,如焊缝气孔产生的倾向和力学性能等。
(2)垫板。铝及铝合金在高温时强度很低,液态铝的流动性能好,在焊接时焊缝金属容易产生下塌现象。为了保证焊透而又不致塌陷,焊接时常采用垫板来托住熔池及附近金属。垫板可采用石墨板、不锈钢板、碳素钢板、铜板或铜棒等。垫板表面开一个圆弧形槽,以保证焊缝反面成型。也可以不加垫板单面焊双面成型,但要求焊接操作熟练或采取对电弧施焊能量严格自动反馈控制等先进工艺措施。
(3)可进行焊前预热。根据不同类型的铝合金预热温度可为 100℃-200℃,可用氧一乙炔焰、电炉或喷灯等加热。预热可使焊件减小变形、减少气孔等缺陷。




微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
