







(1) 多层焊时,对第一层的打底焊道应选用直径较小的焊条,运条方法应以间隙大小而定,当间隙小时可用直线形,间隙较大时则采用直线往返形,以免烧穿。当间隙很大而无法一次焊成时,就采用三点焊法(图2-6)。
先将坡口两侧各焊上一道焊缝(图2-6中1、2),使间隙变小,然后再进行图2-6中缝3的敷焊,从而形成由焊缝1、2、3共同组成的一个整体焊缝。但是,在一般情况下,不应采用三点焊法。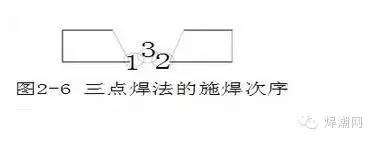
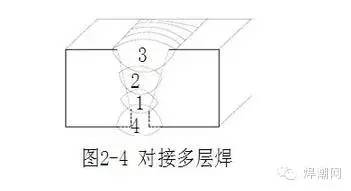
在焊第二层时,先将第一层熔渣清除干净,随后用直径较大的焊条和较大的焊接电流进行焊接。用直线形、幅度较小的月牙形或锯齿形运条法,并应采用短弧焊接。
以后各层焊接,均可采用月牙形或锯齿形运条法,不过其摆动幅度应随焊接层数的增加而逐渐加宽。焊条摆动时,必须在坡口两边稍作停留,否则容易产生边缘熔合不良及夹渣等缺陷。
为了保证质量和防止变形,应使层与层之间的焊接方向相反,焊缝接头也应相互错开。
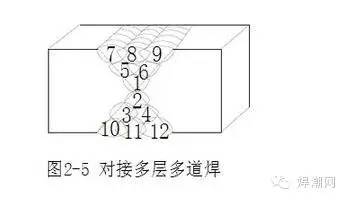
(2) 多层多道焊的焊接方法与多层焊相似,所不同的是因为一道焊缝不能达到所要求的宽度,而必须由数条窄焊道并列组成,以达到较大的焊缝宽度(图2-5)。焊接时采用直线形运条法。
(1)在采用低氢型焊条焊接平面对接焊缝时,除了焊条一定要按规定烘干外,焊件的焊接处必须彻底清除油污、铁锈、水分等,以免产生气孔。
(2)在操作时,一定要采用短弧,以防止空气侵入熔池。
(3)采用月牙形运条法,可使熔池冷却速度缓慢,有利于焊缝中气体的逸出,以提高焊缝质量。




微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
