






镁及镁合金具有密度小、比强度及比刚度高、阻尼性好、传热快、导电性强、电磁屏蔽性好等特点,在汽车、通讯及航空航天等领域具有广阔的应用前景。
镁合金作为一种结构材料,在工程实际应用中要考虑其连接的问题,焊接是最常用的连接方法。镁合金自身特性决定了其焊接性能较差,难以实现可靠焊接。我国作为镁资源最丰富的国家之一,总储量是世界总储量的22.5%,因此,镁合金焊接研究已成为我国镁合金深加工的重要方向之一。
为解决镁合金焊接中实际存在的氧化、氮化、蒸发、裂纹、气孔、烧穿和热影响区晶粒粗大等问题,根据国内外研究现状,针对典型镁合金材料焊接中存在的一些问题,介绍其焊接方法和焊接工艺措施。
目前,镁合金结构件,尤其是型材、板材应用需求不断增加,镁合金连接工艺成为必须解决的问题,而焊接是金属材料连接工艺中最简单普遍的连接方式。相对于钢铁材料及铝合金,镁合金焊接性能较差,焊接问题成为制约其广泛应用的首要问题。因此,镁合金焊接技术的开发和应用对镁合金产业化具有重要的现实意义。在镁合金焊接中,钨极氩弧焊(TIG)因简单实用成为镁合金焊接中最常用的一种焊接方法。那么,如何采用钨极氩弧焊(TIG)对AZ31镁合金进行焊接呢?
例如,对经常应用的6mm厚AZ31镁合金挤压板,有关研究者选择与母材相同化学成分的直径为3mm的AZ31镁合金挤压焊丝其化学成分见图1。
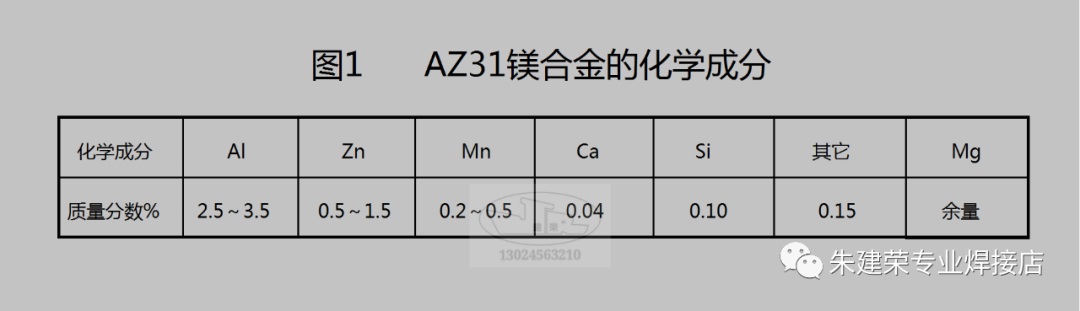
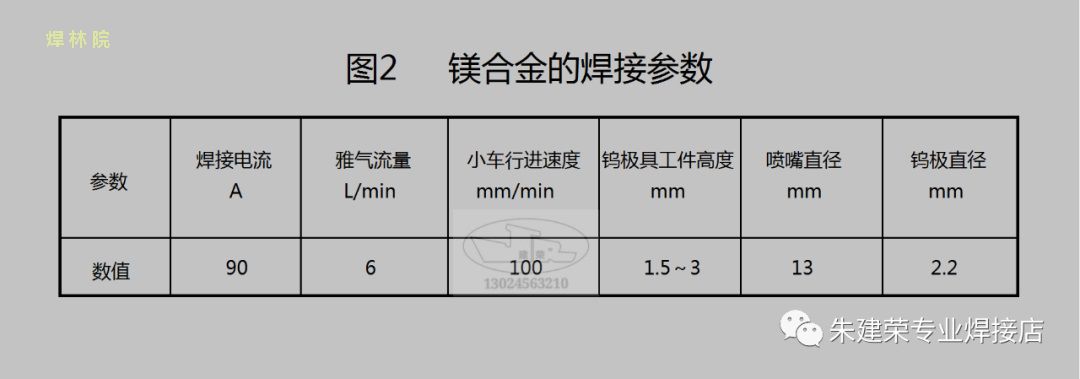
使用WSME315型氩弧焊交直流焊机,保护气体为纯度99%的氩气,焊接参数见图2。
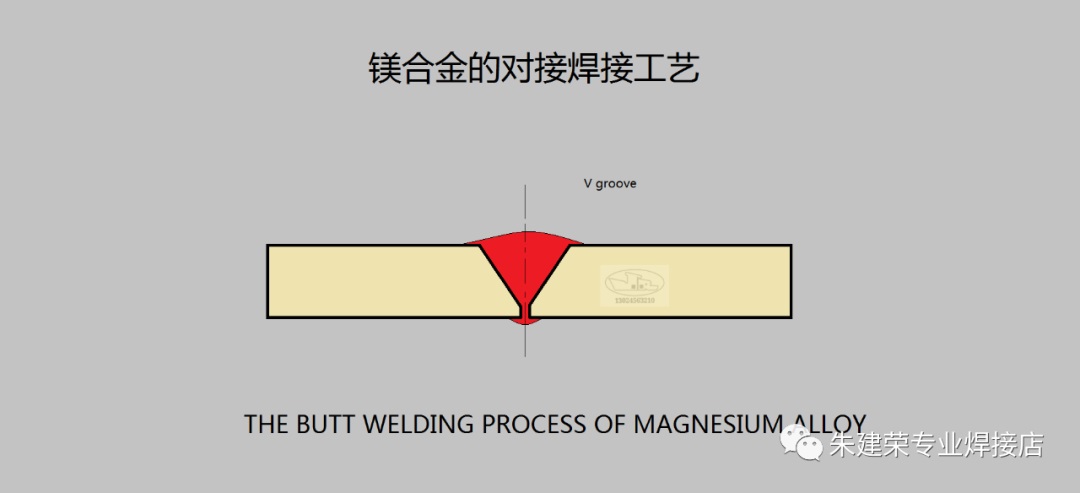
为了顺利地实现了6m厚AZ31镁合金挤压板材的平板对接。焊接前母材开60°的V型坡口,按平板组口方向沿板材压方向。焊前先用丙酮清除板材表面油污,然后再用砂纸正反面打磨去除表面氧化膜。焊接过程采用双面填丝焊接工艺,取得满意的效果。




微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
