






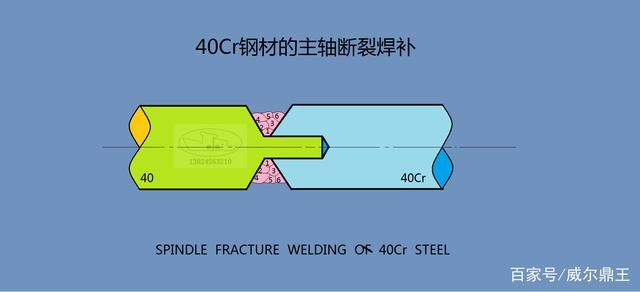
现有一设备的主轴断裂,材质为40Cr,?用镶补焊接工艺修理。
(1)焊前准备
①坡口及装配。
为了使折断的主轴与对接圆钢(由于没有40圆钢料,所以用40钢料代用)能够组装在同一轴线上,把主轴与对接圆钢机械加工成如图所示的形状,然后进行热装。
其步骤是用大号气焊枪将主轴断裂后加工好的一端加热到450℃左右,加热长度为50mm,使其产生热膨胀,立即用大锤或压机把加工好的圆钢楔进加工好的主轴孔中去,经检查确认垂直同心后待焊。
②用钢丝刷清理坡口及坡口两侧10mm处,直至露出金属光泽。把组装好的主轴垫平、垫稳,并能随意转动,以利焊接。
③选用塑性、韧性及抗裂性较好的Φ3.2mm、Φ4mm的J507电焊条,焊条均进行350℃1h烘干处理,随用随取。
④选用ZX-7 500型直流弧焊机,直流反接。
⑤用石棉绳把主轴靠坡口一侧60mm处缠好,以防飞溅损坏轴外表面,影响其光洁度。
(2)焊接工艺
根据40Cr与40钢的焊接特点及其技术要求,做好以下几点:
①预热与点固焊。
用大号气焊枪对焊接位置预热,但预热温度不宜过高,大约200℃即可。然后用Φ3.2mm的J507电焊条,焊接电流100A进行点固焊,焊点要长一些。
②采用多层、多道焊法,以减缓焊缝及热影响区的冷却速度,防止产生淬硬组织。
为防止第1层焊道产生裂纹,在保证母材熔透,避免产生焊接缺陷的同时,尽量选用小直径焊条(Φ3.2mm)、小电流(90A左右)、慢焊速,以减小熔合比,增加熔敷金属量。以后各层的焊接均采用Φ4mm的焊条、焊接电流135A。焊接时最好一人焊接人配合转动,使焊接点始终保持上立焊位置。
③采用短弧焊,焊条作小划圈摆动。收弧要慢,弧坑要填满,每焊完一遍要认真清理焊渣。检查确无气孔、裂纹、夹渣等缺陷后,再焊接下一道。
④每层焊道接头之间要错开30mm以上。整个施焊过程均为连续焊接,不得中断,表面焊缝不得咬肉,要高出主轴平面2~3mm,以保证加工后的使用强度和光洁度。
(3)注意事项
①焊接时不要在主轴焊口外侧乱引弧和熄弧。
②焊接场所要在室内,不要在风口处焊接。
③焊后立即用大号气焊枪把焊口温度加热到400℃以上,再随室温冷却。然后划线找正,在机床上按原尺寸加工成形。




微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
