焊条金属在焊接时获得的热量是焊接电弧传给焊条端部的电弧热和焊接电流通过焊芯所产生的电阻热。由于奥氏体不锈钢电的阻率比低碳钢大,焊接时焊条金属产生的电阻热就比低碳钢大。如果选择的焊接电流值接近低碳钢所应使用的焊接电流值(同样直径的焊条),那么,不锈钢焊条的焊芯温度就会很高,焊条药皮会迅速发红,失去保护和冶金作用,而无法焊接。这就是使用奥氏体不锈钢焊条,为什么焊接电流比同样直径的低碳钢焊条要小。因此,原则上同样直径的焊条,焊接电流值应比碳钢焊条降低20%左右。
一般焊接电流按经验,其电流大小可用近似公式来计算:I=(35~55)d,I代表电流,d代表焊条焊芯直径。而奥氏体不锈钢则参考公式:I=(20~40)d来算。但实际焊接操作中,还要根据焊接位置、焊件厚度 、焊接层数、焊接时产生的飞溅、焊缝成形、焊条熔化情况等作适当的调整。
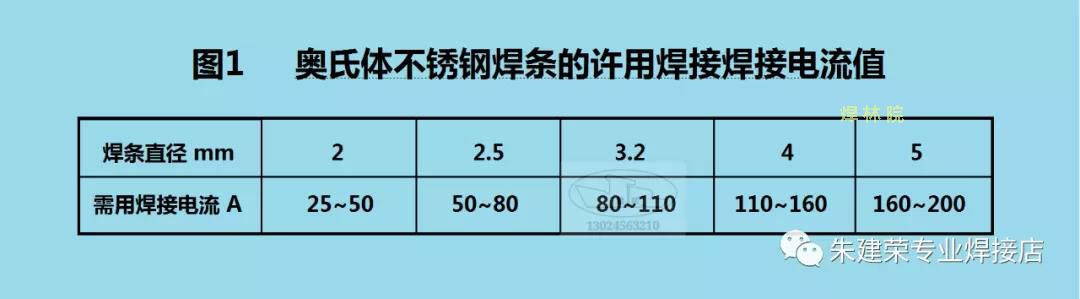
奥氏体不锈钢焊条允许焊接电流值见图1。