










焊接时,直流焊机两个接线柱上分别接有两根电缆,一根接到焊件上,另一根接到焊条上。
当焊机的正极与焊件相接,负极与厚条相接时,这种接法称为正接或正接法。
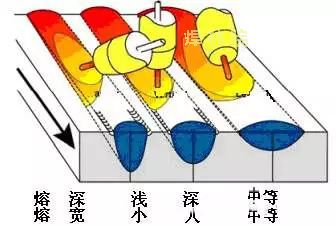
使用直流正接法,工件接阳极二因阳极区的温度比阴极区的温度高,所以工件熔深大,焊条熔化慢,适用于焊接较厚的工件。
当焊机的正极与焊条相接,负极与焊件相接时,这种接法称为反接或反接法。
使用直流反接时,焊条接阳极,焊条熔化的较快,而工件熔深较小。这种接法电弧比较稳定,也不易产生氢气孔。适用于焊接薄钢板、有色金属、不锈钢、堆焊和碱性焊条的焊接。
碱性焊条必须采用直流反接的原因主要有:
(1)由于碱性焊条药皮中,含有较多的萤石,在电弧气氛中分解出电离电位较高的氟,使电弧的稳定性降低。如果再采用交流焊机,将无法建立稳定的电弧。
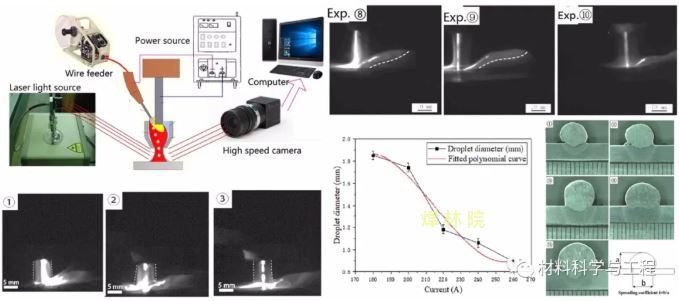
(2)如果采用直流正接,熔滴向熔池过渡时,将受到由熔池方向射来的正离子流的撞击,阻碍了熔滴的过渡,造成飞溅和电弧不稳。
(3)采用直流反接法焊接时,不仅可减轻飞溅等现象,而且由于熔池处于阴极,由焊条方向射来的氢正离子与熔池表面的电子中和而形成氢原子,减少了氢气孔。



微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
