






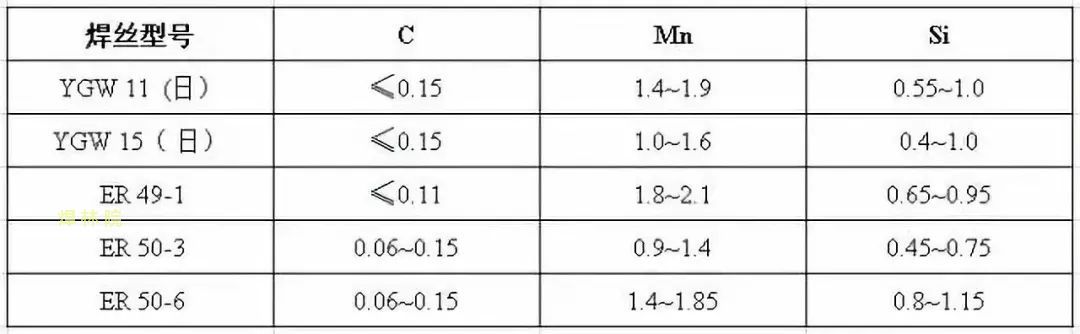
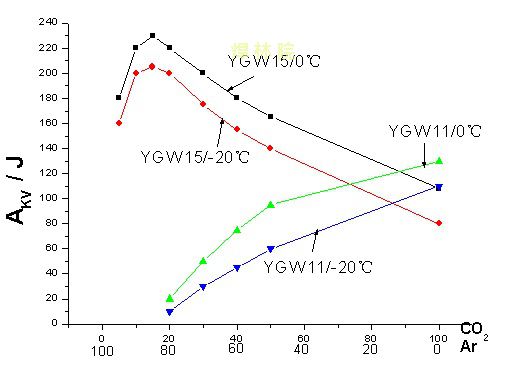
目前大多数工厂无论CO2焊接,还是MAG焊接,都使用一种焊丝(ER50-6),不是合理的工艺选择,应该是使用Mn偏高的焊丝适用于CO2焊接;Mn偏低的焊丝适用于富氩焊接,二者不宜互换代用。

Ar+CO2混合气体保护焊(MAG焊)的电弧稳定了阴极斑点,提高了电弧的稳定性。保护气体中加入75~95%Ar,增大了电弧的热功率,熔池金属的润湿性好,大电流焊接焊道平铺无凸起缺陷,改善了焊缝熔深形状和外观成型,减小咬边倾向。
4、MAG焊电弧增强了熔滴过渡的稳定性。熔滴短路过渡时飞溅少(较CO2焊减少10~20%)。当焊接电流超过喷射过渡的临界电流时(如ø1.2实心焊丝MAG焊时电流I>280A),熔滴达到射流过渡状态,实现了无飞溅焊接。
5、当焊接电流低于临界电流时采用脉冲熔化极电源,均能达到无飞溅的脉冲射滴、射流过渡。
6、CO2焊采用药芯焊丝由于电弧和熔池都是在气+渣联合保护下,具有飞溅少、气孔少、韧性高、熔深大、熔敷速度高等特点,更加适合锅炉压力容器重要受压元件的焊接。但缺点是对于全位置焊接的难度比较大,要在操作上注意手法,对于管道全位置焊接尽量采用右焊法来控制飞溅。




微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
