超声波焊接理论特点―振动与传导
来源:
站高高App 日期:2020-05-24 07:43:13 浏览次数:
超声波焊接原理超声波焊接原理:当超声波作用于热塑性塑料的接触表面时,每秒会产生数万次高频振动。高频振动达到一定范围。超声波能量通过上部焊件传递到焊接区域。由于焊接区域(即两个焊缝之间的界面)阻抗大,会产生局部高温。
由于塑料的导热性差,它们不能及时分布,而是聚集在焊接区域,导致两种塑料的接触面迅速熔化,并且一定的压力使它们结合在一起。
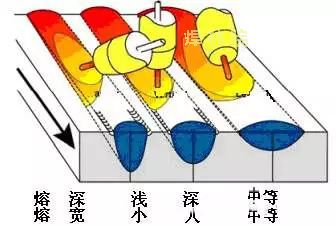
当超声波停止时,让压力持续几秒钟,使其凝固成固体分子链,从而达到焊接的目的。焊接强度可以接近原材料的强度。超声波塑料焊接的质量取决于探头的振幅、施加的压力和焊接时间。焊接时间和压头可调,振幅可由传感器和振幅改变。操纵杆决定。这三个量的相互作用有一个适当的值。当能量超过适当值时,塑性熔化量大,焊件容易变形。
能量小,焊接不易牢固,施加压力不太大。最佳压力是焊件边缘长度和每1mm边缘的最佳压力的乘积。超声波焊接的原理是在超声波焊接中使用超声波频率(大于16KHz)。金属不会向工件传递电流或对工件的温度热源施加高压。只有在静压作用下,车架的振动能量才能转化为摩擦功、变形能和工件间的有限温升。
接头间的冶金结合是在电阻焊条件下,母材不熔化而实现的固态焊接。有效地克服了电阻焊过程中的飞溅和氧化现象。超声波金属焊机可用于铜、银、铝、镍等有色金属的单点焊接、多点焊接和短棒焊接。广泛用于晶闸管引线、保险丝、电线、锂电池接线片的焊接。
几乎所有的焊接都涉及到两个焊接零件焊接端面上的分子运动,使它们相互扩散和缠绕。例如,我们的超声波焊接利用焊接接头的高频振动,两个焊接部件之间的高频摩擦将机械能转化为热能,从而溶解两个焊接表面上的分子,恢复其活性。
然后,在外力的作用下,分子相互缠绕,达到焊接的目的。502粘合剂,或者我们通常使用的其他粘合剂,是腐蚀性很强的液体,它可以使焊接表面的分子膨胀并恢复其活性,然后使分子相互缠绕,借助外力达到焊接的目的。这不难理解。焊接是一个分子相互交织的过程。
同样的超声波焊接理论基础也有着共同的立模原理。我们都知道在寒冷的天气里,你搓手掌时会有热的感觉。摩擦越快,温度越高。
这种摩擦与速度和介质之间的摩擦产生的热量成正比。在超声波速度与橡胶件的摩擦中,也会产生高于材料熔点的温度。然而,高于材料熔点的温度不是自然产生的,而是通过一系列的作用产生的。
首先,对由振动器和扩锥组成的振动系统产生功率信号,振动频率为15000-20000次/秒。此时,如果用手触摸,可以感觉到温度约为60-80℃(受超声波机输出功率的影响),塑料如ABS的熔点至少为120℃。当然,这个温度不能焊接,所以一定要安装喇叭,特殊的超声波模具,把温度放大1-4倍(取决于塑料的熔点和材料特性)。
但是,我们会发现为什么超声波上模一般设计为底部大直径和端部小直径?这就像我们小时候玩水管,把出水口端挤成一个小洞。水会变得更浓,喷得更远吗?这就是扩展集群的原理。此时,应结合气压等动力源进行塑性焊接。超声波焊接理论就是这样。
当然,如何用塑料材料(介质)来引导超声波的速度(频率)、我们塑料制品中摩擦产生的温度,从而成为我们所需要的,这方面的知识分为三类,即模具制造、模具安装技能和焊接加工条件设置!这些技术都是基于超声波焊接的特点,以“振动与传导”理论为设计依据。